
Valhall is a giant oil field in the southern Norwegian North Sea. According to Aker BP, the field has the potential to continue producing for several decades. (Source: Aker BP)
Offshore drilling contractors are seeking ways to improve efficiency, increase safety, save time and impact the bottom line. Equipment manufacturers recognize the need for improved drilling for accessing smaller targets and providing cleaner, smoother wellbores.
Managed pressure drilling (MPD) systems are being upgraded to improve safety and keep rig personnel out of harm’s way. MPD is a process to control flow conditions to maintain bottomhole pressure based on a modeled pore-pressure and fracture-gradient drilling window.
AFGlobal has developed a completely integrated, next-generation MPD system, which uses its Active Control Device (ACD) to replace the rotating control device (RCD), said Justin Fraczek, vice president of engineering for AFGlobal.
“With an ACD, there are no rotating parts whatsoever. The user always has active control, which is really important to the operators and drilling contractors. They can adjust as necessary during operations. They’re not standing there passively waiting for something to happen during the drilling process, but instead making changes as needed to maintain proper control over their MPD operation,” he said.
Wallan Pessanha, product line manager of emulsion systems for Baker Hughes, a GE company (BHGE), explained that critical wells are those where the pore pressure and fracture gradients are very close, creating what is called a narrow mud window. One of the big risks in these wells is inducing fractures that could potentially lead to massive downhole losses.
“The industry is looking for what it calls low-ECD [equivalent circulating density] muds. Operators are drilling more wells in areas where there is a very narrow mud window. DELTA-TEQ is a very useful technology that gives an operator the ability to drill effectively in critical wells, keeping the pressures inside the mud window without compromising the project,” he said. “Because of the innovative chemistry package, DELTA-TEQ provides low hydraulic impact to the well. With the ability to keep a low viscosity and excellent barite suspension, you can drill critical wells in a safe condition, avoiding losses.”
Ultrahigh-pressure well control in offshore drilling remains a challenge, but it may soon be solved. In 2011 BP started its Project 20K with the goal of establishing a system capable of drilling and producing a reservoir of 20,000 psi and 177 C (350 F). Original equipment manufacturers (OEMs) like National Oilwell Varco (NOV) responded.
“The 20K market has had quite a few ups and downs with more downs than ups,” said Bob Cowan, product line director for pressure control and subsea systems for NOV. “Obviously from 2015 to 2017, very little was done due to market conditions, but 2018 brought renewed interest from several operators,” he added. “NOV is focused on the complete subsea system—the BOPs, BOP stack, riser system and everything below the rotary table as well as impacts to equipment above. Final development and qualification testing will be completed in 2019 as some operators head to the project stage. It is the new frontier today.”
The cost of drilling a deepwater well is considerable and anything that saves time has a direct impact on the bottom line. Frank’s International designed its VERSAFLO tool to allow operators to quickly form a hydraulic seal to run either casing or drillpipe and take flowback while running on elevators rather than screwing into the top drive, explained Matt Weber, vice president of drilling technologies for Frank’s International.
“Every time you have to make a connection with the top drive that is typically 12 to 15 minutes. With the VERSAFLO tool, you are able to trip on elevators and make that hydraulic connection with that extendable shaft. Our typical connection is 5 to 7 minutes. If you look at time savings on a 30,000-ft [9,144-m] well, you’re saving up to 8 minutes per pipe stand. That results in significant time savings per application of the tool,” he said.
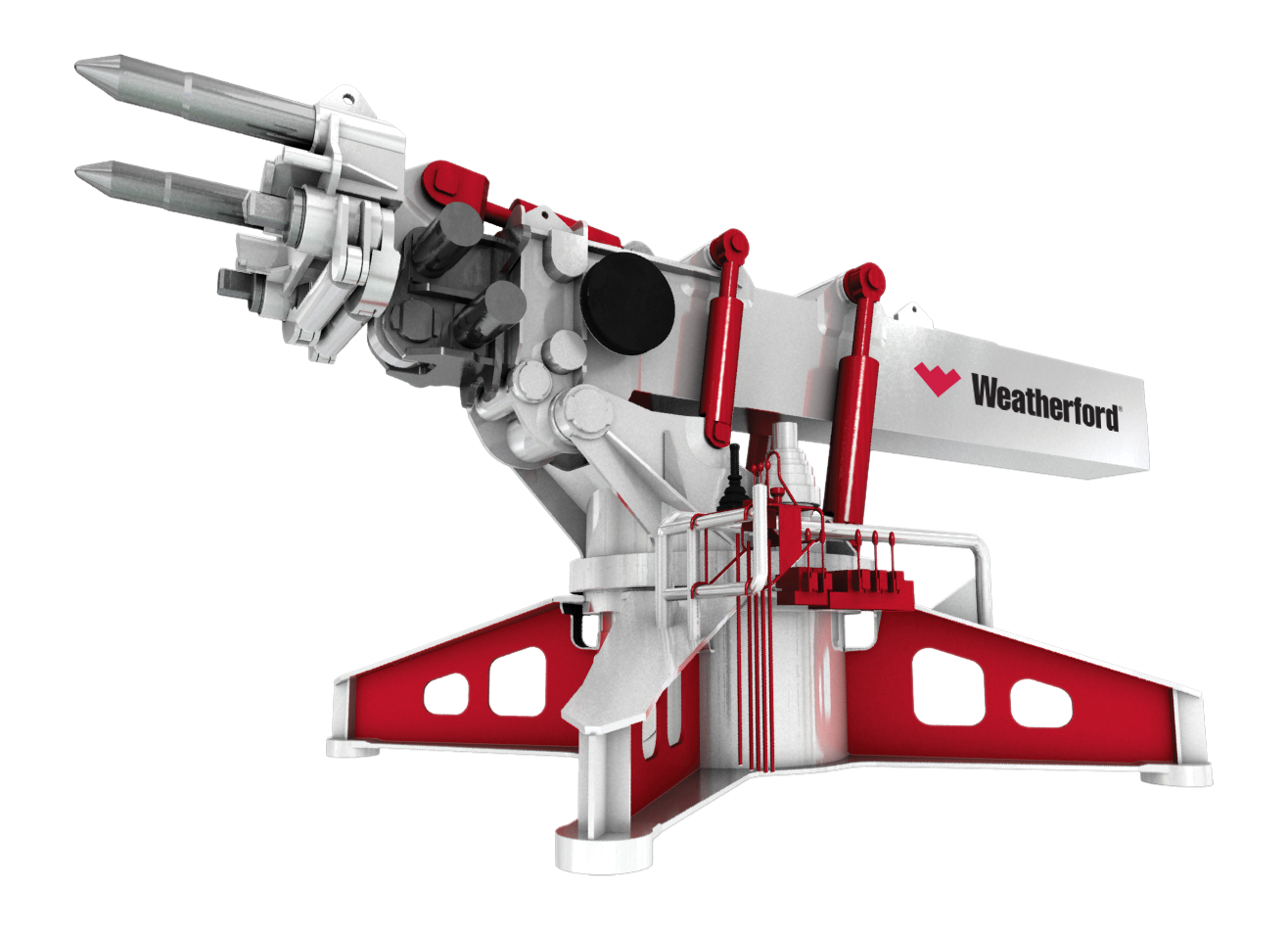
Anthony Spinler, vice president of MPD for Weatherford, added, “What we’ve seen happening now with MPD is that by controlling the bottomhole pressure throughout the drilling process you get more efficient drilling operations, increased rate of penetration, fewer drilling days and cost savings.”
Weatherford’s new offshore technology, the Automated MPD Riser System, is really the second generation. “The new system really brings an efficiency and safety to the industry. We’ve taken all the connections that exist in the riser system for communication, mud, sensors and hydraulics [and] made it into a single hub. You automate that process and take a two-day process down to less than 20 minutes,” he said.
Offshore drilling technology continues to focus on artificial intelligence, safety and automation to improve operations and enhance efficiency.
ACD for next-generation MPD
“There are multiple benefits when you look at an ACD versus an RCD, particularly in deepwater operations,” said AFGlobal’s Fraczek. “The first benefit is continuous active control. The second benefit is the real-time, condition-based monitoring system that brings efficiency to the drilling contractor’s operation. Lastly, the seal chemistry itself has been developed to last the drilling contractor an entire hole section.”
In comparing the two systems, the RCD is a passive system. Once it is installed on the drillpipe and landed in the RCD body, the driller has no control over it. The interference between the element and the drillpipe rotates the bearing inside it. The RCD has dynamic seals that hold the fluid to protect the bearing and maintain the pressure, he explained.
The ACD consists of a seal-sleeve assembly that includes two drillpipe seals, consisting of co-molded polytetrafluoroethylene (PTFE) inner cages inside of a urethane matrix. “The reason we use those is that both materials offer different benefits. The PTFE acts as a limiting agent for the wear of the urethane, while the urethane is helping to provide the drillpipe seal,” he continued.
The ACD is landed between locking dogs. The seal on the drillpipe is created by using annular BOP technology to squeeze the outside of the seal sleeve, which then contacts the drillpipe, Fraczek said.
The monitoring system gives a visual warning to the operator when the seal sleeve has reached a change-of-life state. This eliminates typical failure mechanisms seen in conventional RCDs such as splitting or tearing.

“Because we constantly monitor the pressures applied to the ACD, we know how much material is left on the seal sleeves at all times,” he said. “We increase the life of the seal sleeves by injecting clean drilling mud between the upper and lower seals. Between the upper and lower seal, we inject clean drilling mud. We keep it at a pressure slightly higher than the required surface backpressure. This not only lubricates the seal sleeves to extend their operational life, but it also creates a third barrier of protection.”
Fraczek noted that AFGlobal has made improvements in the entire MPD system to help them reduce installation time. “That has to do with our safe-tab gooseneck connection. This safe-stab connection is semi-hands-free, eliminating any pinch points during installation. Additionally, the time for this installation has been reduced in half,” he said.
In the system, there is an ACD, a drillstring isolation tool (DSIT) and the flow spool. Wellbore returns go through the flow spool and up to the topside manifolds. The goosenecks are what stab into the flow spool to allow that path to be opened up, he added. The DSIT is based on a field-proven 21¼-in. by 2K sealing element.
When the seal sleeve is ready to be changed, the first step is to close the DSIT to maintain applied surface backpressure and then strip out the seal sleeve. The seals are changed, run back in the hole and the DSIT is reopened, making the MPD system ready for drilling again, Fraczek said.
In a June 2017 report, Noble Corp. said it awarded a contract to AFGlobal to supply and install the next-generation MPD system. The current system is now being commissioned in the Black Sea.
Reducing risks of induced fractures
Typical low-ECD drilling mud can sag when the drilling operation has to be paused. When the pumps restart, pressure in the wellbore spikes. Most low-ECD fluids are simply not formulated to protect the wellbore against pressure spikes, BHGE’s Pessanha said.
Its DELTA-TEQ low-impact, nonaqueous drilling fluid outperforms typical ECD fluids and reduces the delta between static and circulation density, thus lowering the risk of induced fractures.
BHGE developed the drilling fluid using olefins for the synthetic-based mud. A new viscosifying package was developed to provide independent control of the viscosity. The fine-grind barite is used to increase the sag resistance, he continued.
In a narrow mud window, the operator is close to the upper limit pressure. When a company has conventional drilling fluids, that pressure can be reached easily and they fracture the well, resulting in massive losses, Pessanha explained. “In a deepwater well, this is very critical because of the logistics and safety issues. With losses, you need to add more fluid to keep the well full all the time, which increases the cost of the project,” he said.
This new drilling fluid provides very low viscosity. “Pressure is directly related to viscosity. One of the big advantages of the system is the independent control of the rheology. There are two kinds of rheology in the rheology profile—low end and high end. The low-end viscosity is responsible for the cleaning/suspension of the mud, and the high-end viscosity is responsible for the pressure in the system,” Pessanha said. “The system has the ability to increase the low-end viscosity without affecting the high-end viscosity.”
The BHGE system also has the ability to avoid the external cold-water effect on the fluid. When the fluid is coming up the riser in 3,048 m (10,000 ft) of water, the annulus is very cold. “When conventional low-ECD mud comes back into the hole, it is going to increase the pressure in the annulus due to the high viscosity caused by the effect of the cold water, a risk to fracture the formation,” he said.
When DELTA-TEQ is being used in these areas, the rheology is steady. “You have a system with a very constant and very low rheology all of the time, so the pressures remain very stable,” Pessanha added.
The system is designed to work in temperatures up to 165 C (330 F). The product could be used in most of the wells in the Gulf of Mexico (GoM) and the Western Hemisphere.
According to Pessanha, operators already have used DELTA-TEQ to drill two wells, one in the U.S. GoM very successfully and one offshore Mexico. He added, “We’re going to start a well offshore Brazil in deep water.”
Challenges in developing 20,000-psi stack
The demand for 20,000-psi equipment in the industry is picking up. Chevron and Transocean signed a rig design and construction management contract and a five-year drilling contract for one of Transocean’s two dynamically positioned ultradeepwater drillships currently under construction at the Jurong shipyard in Singapore, according to a December 2018 press release.
The rig will be the first ultradeepwater floater rated for 20,000-psi operations and is expected to commence operations in the GoM in the second half of 2021. “There are two other operators with known assets that would require 20,000-psi equipment as well. The industry has a need right now,” NOV’s Cowan said.
“NOV’s 20K [20,000-psi] BOP system is an 18¾-in., 20,000-psi stack with connector, valves, choke and kill stabs, BOP mandrel and more,” he said. “The APIS53 Class 7-A1-6R BOP stack has six ram cavities (three double bodies) and one annular BOP. Two LFS [low-force shear] rams are fitted in the upper cavities, with newly designed 4½-in. to 75⁄8-in. multirams fitted in the four lower cavities. A newly designed 20K wellhead connector has also been added along with various fail-safe dual block valves coming off the BOP.”
Cowan added, “When we started developing our 20K BOP in 2011, we began with a blank sheet of paper combined with decades of experience. Our engineers did a significant amount of design work on every aspect of the 20K BOP. The rams are new, the connector is new, the valves are new and the mandrel is new.”

Significant design has gone into the rams. “We have what we call an LFS, low-force shear ram. Rather than mash the pipe like traditional V-shear technology, we puncture the pipe, coming through the center then moving out as the rams close. It is a new patented technology that enables shearing bigger and thicker material with less force,” Cowan explained. “An additional feature and requirement from day one in our shear-ram design is that it sweeps the entire bore of the BOP while centering the pipe. We don’t have any issues with the pipe being on the outside. Even with significant side-loading of the pipe in the BOP, we can draw it into the center.”
NOV also looked at the control system. “New regulations are such that redundancy of the controls must always be in place. This has resulted in more frequent stack pulls, which carries an enormous cost. Our optional solution is a patented subsea retrievable pod system that we call RCX, whereby we can deploy, replace and retrieve either pod on the BOP while it is still on the wellhead. The hydraulic and electrical portions have been qualified. The retrievable part is at test phase,” he said.
Bigger BOPs and new regulations also are impacting the number of accumulator bottles required. With traditional bottles, there is need for as many as 35 bottles, each weighing 10,000 lb. However, NOV has existing patented depth-compensated bottle (DCB) technology for the accumulators that eliminates the need for so many bottles.
“Only a single precharge is needed for the bottles on the surface. As the stack goes deeper, depth compensation occurs automatically. Eight DCBs can do the same as roughly 35 160-gallon pistons at a fraction of the size and weight,” Cowan said.
Perhaps the biggest challenge has been dealing with evolving regulations from the U.S. Bureau of Safety and Environmental Enforcement (BSEE). “There have been a lot of changes by BSEE over the past few years, but things are finally mostly defined. BSEE requires testing and certification for all of the 20K systems, whereby the operator, drilling contractor, independent third-party and the OEM must work together to produce the necessary documents for BSEE review and approval,” Cowan said.
“There are a number of reports, 1A through 1G, containing things like functional descriptions, technical capabilities, FMECA [failure mode, effects and criticality analysis], FEA [finite element analysis] work, material testing, validation of your equipment [and] testing validation, and the big one that BSEE is concerned about because of the weight of everything is load monitoring for wellhead fatigue,” he explained. “We are in the process of doing our qualifications and final testing now. All of this must be done before anything can go in the field. Without BSEE approval of the completion/production plan, you won’t get a permit to drill.”
By the end of this, NOV estimates they will have submitted well over 3,000 pages of documentation to meet the BSEE requirements.
The size of the BOP stack is a challenge that has several knock-on effects to the rest of the modular offshore drilling unit (MODU). “A six-ram 20K stack is going to be about 1.25 million pounds. A seven-ram 15,000-psi (15K) stack is just under 1 million pounds. That tells you a little bit of the difference between the 20K and the 15K stacks,” said Zack Stewart, NOV’s project sales manager. “When everybody thinks 20K, they just think of the BOPs, but it truly affects the entire rig. We previously built all the handling systems to be able to deploy and retrieve the BOP based on a 15K stack. The second you start talking about adding 300,000 pounds to 400,000 pounds, all the carriers have to get bigger and heavier. You have to upgrade or replace the whole BOP handling system.”
He added, “The 20K riser is bigger and heavier so all the riser handling systems have to be upgraded or replaced.”
The hook load for the hoisting system also increases significantly. “We are seeing well profiles where the operators are designing extremely long and heavy casing runs,” Stewart explained. “All of the rigs built during the boom cycle are completely out of hoisting capacity right now. They have been trying to do innovative things to be able to deploy more and more weight, but limits have been reached and bigger, more capable capital equipment will have to be utilized.”
For example NOV’s largest drawworks in operation today are rated for 1,400 tons. NOV is now developing a drawworks for 1,700 tons.
The biggest rigs built in the last cycle could haul 2.5 MMlb at the top drive elevators. Now the requirement is 3 MMlb. “All the hoisting equipment for that kind of load is being upgraded—new top drives, new crown-mounted compensators, new elevators, basically everything on the load path,” he said.
“NOV is well-positioned to deliver everything the operators and drilling contractors need to meet the 20K challenge,” Cowan said.
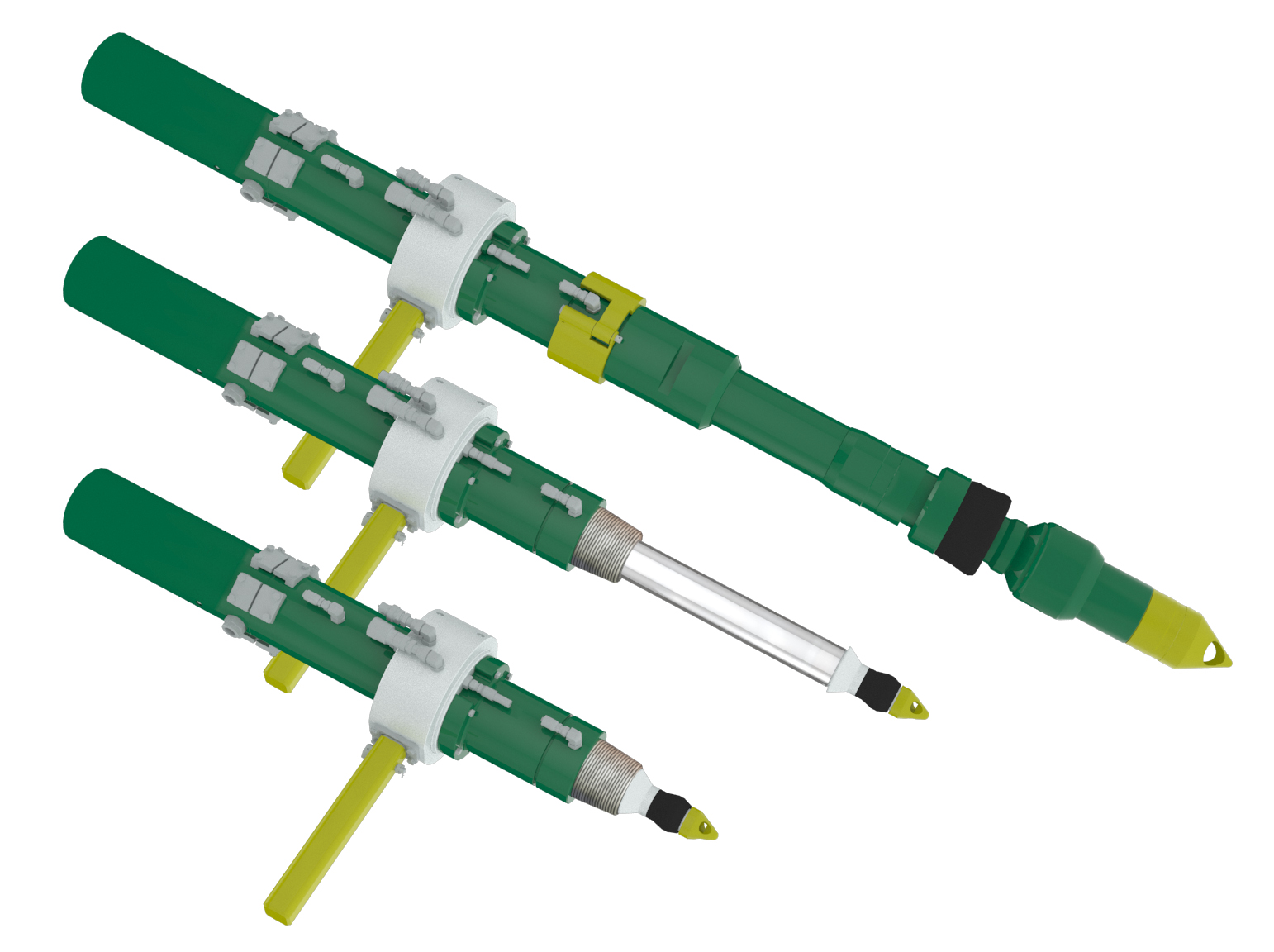
Single tool for fluid management
Whether it is drillpipe or casing, the VERSAFLO casing and drillpipe flowback and circulation tool can be described as a seal element that forms a connection between the tubular in the elevators and the top drive, according to Weber with Frank’s International. The tool allows the operator to take returns or circulate through the top drive without the need for a different bypass. The flow avenue remains the same.
“It gives you a rapid way to form that hydraulic seal. It is a very easy system that has rotary shoulder or drillpipe connections on each end. The tool rigs up directly to the top drive in 15 minutes or less. Once it is made up, it can stay in place as you continue to operate in both casing and drillpipe configurations,” he said.
The lower portion of the tool is the casing adaptor while the upper portion is for drillpipe. A black seal element—a packer—is on the lower portion. Depending on the casing string being run, it will be dressed with that seal element. The correct sizes of packers are sent to the rig for whatever casing size that is being run, along with the drillpipe portion of the upper mandrel.
The tool has a rated tensile strength of 2.5 MMlb and has been proof-tested in excess of 3 MMlb. The pressure rating is 5,000 psi and the torsional rating is 70,000 ft-lb. The casing module can handle casing from a 7-in. to 185⁄8-in. outer diameter. The drillpipe module can seal a 3-in. to 5½-in. inside diameter (ID) drillpipe.
Several features were built into the tool to help expand its versatility. One is its hydraulic swivel. “While it is connected and you are extending the seal element and running your landing string on elevators, you can come straight down, rotate and screw into the connection so that you can reciprocate and rotate your pipe with the VERSAFLO in place,” he explained.
One of the VERSAFLO’s innovations is the use of Wi-Fi to control the tool. “Our operator has his controls. He can stand next to the driller and be in constant communication. He is looking at the same camera that the driller is looking at. As the driller sets the elevator, our operator is then able to extend the tool and form the hydraulic seal,” Weber said. “The Wi-Fi control element allows the hydraulically operated piston to be functioned safely by increasing communication between the operator and driller.”
One of the main applications for the tool is in the deepwater environment. “There are tight tolerance wellbores, which have very small areas of clearance between the casing you are running and the previously drilled section of the wellbore. Drilling fluid is forced back into the ID of the casing. In most cases, the casing is being landed at a setting depth below the mudline,” he said. “If you think of running an 18-in. casing with a huge ID and it necks down to a 3½-in. to 4-in. ID, all that mud has to be squeezed into that smaller ID, causing flowback at the rotary table on the surface. The VERSAFLO tool allows you to continue to run that string of pipe or land out your casing with the tubulars still in the elevators. Now you are receiving that flowback through the seal element on the tool.”
As the tool is used more widely, Frank’s International is finding other applications. “Once we commercialized the tool and started getting more experience, the applications became more apparent. Some of these applications included a 7-in. liner run for a major operator in the Asia-Pacific region and an expandable liner run where you have to circulate and pull in order to expand the liner,” he said.
The operator used it for drilling applications as well. “They were able to circulate out their drilling assembly and circulate out when tripping out of the hole. That allowed them to trip on elevators but maintain pumping and circulating as they pulled out of the hole,” Weber said. “One operator in Canada referred to it as their go-to tool for any pump-in or pump-out of the hole situation.”
The tool also has been used for washing out and jetting out the riser and BOP when finishing the well.
Frank’s International debuted the VERSAFLO tool on its initial commercial runs in mid- to late 2017. The company had in excess of 75 jobs in 2018. The next version of the tool, called the Modular VERSAFLO tool, will expand the applications of the tool and allow the company to capture more of the jackup and land market.
Automated riser system saves time, improves safety
The new generation of automated riser system is Industry 4.0.
“This is the top of the line in control systems, hardware, software and PLCs [programmable logic controllers] to bring artificial intelligence, condition-based maintenance, additional sensors and speed of operation,” Weatherford’s Spinler said. “In that critical system is also a control system in the background with intelligence to help automate the processes. You have improvements in two levels. One is the control system itself, what it interfaces with and what it helps them do and what it is able to calculate, again taking into consideration the entire flow path of mud and the conditions in the well.”
Weatherford has done 7,600 MPD jobs since 2014. The company has taken all the experience and much of that information and put it into the control system to make the process easier and more effective. “Physically, we improved the hardware designs of our manifolds to have more capacity to handle gas riser events and, of course, automating the riser system by adding robotics and a single connection,” Spinler said.
The robotics make the system safer. In the current system, personnel have to go over the moonpool to connect the MPD in all conditions. Essentially, the entire process can be done without personnel. The system consists of a smart, below-tension-ring marine riser, annular isolation device and hands-free flow spool. According to Spinler, the RCD is the company’s newest one and has monitor and sensor capability. “We can predict failure and reduce potential impact by giving advanced notice to operators,” he said.
The real benefit of an MPD is in response to losses or influx. In current drilling operations, it takes minutes to understand what is happening. By that time, they are getting 15 bbl of influx, which they then have to manage through well control with the BOP, he said.
“With the new system, we are reacting in seconds. We have been able to detect and respond to gallons of an influx, less than a barrel. Because of the response to control the pressure, you can continue to operate and flow that out through the system without having to use the reactor,” he explained.
The new platform is being launched at the Offshore Technology Conference in May in Houston.
Weatherford also has released a new generation of rotary steerable systems (RSS) called Magnus. It was officially launched and began being used in the field in 2018. The company is developing larger tool sizes for the larger hole sizes needed for offshore applications, according to John Clegg, director of research, development and engineering for Weatherford’s Drilling and Evaluation segment.
“We developed our new system to match both the economic and applications requirements of the current RSS market,” he said. “It is a push-the-bit tool that moves the bit sideways. It has three steering pads to deflect the bit. Each of these has its own controller and actuation system, and each one is completely independent of the other two. It gives us some redundancy. If one of them fails, the other two can be able to give protection.”
Clegg added, “It also allows us much more precise control of the direction of the well and wellbore quality. In addition, it was very important to us to develop the technology that would allow Magnus to operate at the high rotary speeds and torques that will accompany the new generation of downhole motors.”

Gyro-while-drilling tool saves rig time
Schlumberger has upgraded its gyro-while-drilling technology with its GyroSphere MEMS gyro-while-drilling service, which incorporates a gyro sensor that adapts solid-state microelectromechanical systems (MEMS) technology for gyro surveys in the oil field.
The technology works off the Coriolis effect, which means the gyro sensor uses a vibrating structure (6-mm silicon plate) to determine the rate of planetary rotation. From that rate and an accelerometer, the sensor pinpoints its inclination, azimuth and the toolface orientation. The MEMS gyro sensor is rotated when stationary through a predefined pattern to accurately measure its orientation, run quality control and self-calibrate.

The GyroSphere service is a simple gyro-while-drilling system to deploy. It comes in its own collar and can be placed anywhere in the bottomhole assembly (BHA). Furthermore, MWD engineers can run the service, and gyro surveys are published in real time through the surface system for use by the directional driller and customer. When an operator pulls out of hole, it can take additional surveys at that time, if required.
The solid-state MEMS technology differs from traditional rotating mass gyro-while-drilling tools, which are more complex and less rugged and efficient. Being intrinsically rugged, the MEMS technology can survive the drilling process without damage or loss of accuracy. It also has low power consumption.
The GyroSphere service is carried in a drill collar and can be placed anywhere in the BHA. It communicates with a MWD system.
Since the MEMS technology is solid state, it can survive shock and vibration levels that are similar to an MWD tool in the BHA. The tool has passive shock isolation and is housed within a barrel in a drill collar, which isolates it from the mud column.
The Schlumberger system requires no time to spin up compared to conventional rotating mass gyro-while-drilling tools, which ultimately saves time for operators. The tool can take a survey in two minutes, which fits into the time needed for a connection. This allows the service to take a survey without impacting rig time.
Overall, gyro-surveying efficiency and reliability are improved while the ellipse of uncertainty is reduced by up to 45%, which enables drilling smaller targets. By reducing the ellipse of uncertainty, the GyroSphere service is able to improve the precision placement of those smaller targets.
The technology is also beneficial in extended-reach drilling (ERD). For example, the service was successfully used in a 7,010-m (23,000-ft) section of a well in East Asia, where the gyro surveys were taken at every connection with no additional rig time. The operator needed to perform a gyro survey program to total depth in the 12¼-in. section to pinpoint the target reservoir. When combined with the MWD surveys, the gyro surveys provided a 40% increase in accuracy compared to other surveying systems while saving 28 hours in rig time.
The use of the GyroSphere service for ERD operations is a key differentiator. The time spent static with pumps off after connection in ERD wells can result in stuck pipe, and the GyroSphere service enables operators to avoid these occurrences.
With the ability to combine these surveys with MWD, operators have a zero rig time surveying system capable of accuracies in excess of any other wellbore surveying system.
For questions or comments on this story, contact Executive Editor Jennifer Presley at jpresley@hartenergy.com.
This story first appeared in E&P magazine's "2019 Offshore Technology Yearbook" issue, which published in May. Read the other "2019 Offshore Technology Yearbook" articles:
OVERVIEWS:
Back to Deep Water
Mexico Finding Its Place in Offshore Landscape
Middle East Offshore Market Treads Recovery Path
KEY PLAYERS:
Operators Foresee Vast Potential
TECHNOLOGY:
New Generation of Offshore Drilling Tools Targets Safety, Wellbore Conditions (story above)
Platforms Enter a New Cycle
Subsea Sector Recovery Underway
Evolving ROVs
CASE STUDIES:
Advanced Flowmetering
Composites Gain Ground
PRODUCTION FORECAST:
Americas and Middle East Put Offshore Back on the Map