Nearly all new technologies struggle in their infancy to gain adoption due to high cost, problematic reliability, lack of understanding and marginal value proposition. Over years of learning, development and refinement, these hurdles are reduced, and with each step new opportunities open up. This has been the case for rotary steerable systems (RSS), which are finding new value in this historic downturn.
Another facet of technology adoption is the availability of compliments. For example, smartphones need great apps for customers to realize their true value. In much the same way, RSS need to have a great drillbit designed to work with it for operators to realize its maximum value.
To be sure, there are certainly some hurdles in working across company lines on product development. For example, gauge pad configuration is one of the many aspects of bit designs that are customized to work perfectly with differing RSS tools. Different lengths, steps, tapers, helix angles and wear protection might be advantageous for a particular RSS application, but producing such a specific product requires a significant investment of engineering resources and capital. And once created, such a bespoke asset should not be blindly forced into an improper application to the detriment of another operator. The only long-term path over such hurdles is for service companies to jointly commit to focus first on performance for the customer.
 RSS runs in Eagle Ford
RSS runs in Eagle Ford
In South Texas, operators and RSS tool developers have toiled for the last few years to uncover the full value proposition of being able to steer while rotating. In theory, this should allow operators to capture all of the benefits of highly directional wells without the inefficiency of regularly having to interrupt operations to orient and slide at low ROP—and have better hole quality to go along with it. The increased complexity of the systems, however, requires all components to work together seamlessly. The primary challenge for operators has been maintaining ultratight windows in lateral applications of the extended-reach horizontals in the Eagle Ford. The RSS has made those complex well designs a possibility.
Ulterra’s willingness to partner with RSS makers has contributed to great runs. After working with Weatherford to design an Eagle Ford bit tailored to Weatherford’s Revolution RSS, there has been a huge improvement in vibration and torque, which has drastically reduced the chance of tool failure. At the same time, the bit is increasing ROP, setting distance records and coming out of the hole in pristine condition.
In a run in Live Oak County, Texas, the bit set three global footage records for the Revolution RSS by drilling 4,948 m (16,234 ft) in one run. The extended-reach well had a total depth of 6,919 m (22,700 ft). Reaching out that far is a big challenge, and accomplishing it with one bottomhole assembly (BHA) had been previously unheard of. With the Ulterra bit and Weatherford RSS working together, the BHA was able to stay on bottom for 192 hours.
Reduced vibration in Abu Dhabi
In a recent well in Abu Dhabi, a major operator encountered difficulty drilling through a troublesome series of formations in an ADMA brownfield while utilizing the AutoTrak X-treme motorized RSS from Baker Hughes. Based on data from their CoPilot system, vibration was identified to be one of the major performance-limiting factors in two bits that had failed to complete the section. As this was the case, the operator turned to Ulterra to provide a custom solution.
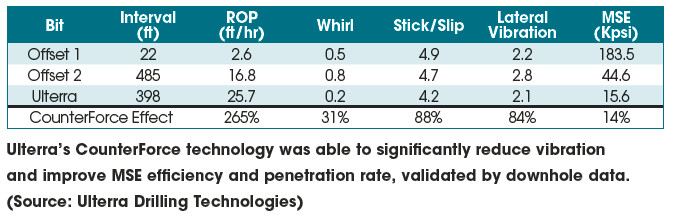
One of the unique design technologies that Ulterra has to combat lateral vibration at the bit is CounterForce, a novel cutter arrangement methodology that allows the cutters to work together to redirect vibrational energy back into the rock. By pairing this technology into a U713M bit design along with the RSS, the operator was able to complete the interval.
The Ulterra bit delivered, allowing the RSS assembly to drill 251 m (824 ft) to section total depth at an ROP of 7 m/hr (23 ft/hr). This run was 66% faster than the average of the two previous bit runs in mother hole and 230% faster than the average of the two previous bit runs in pilot hole. According to the operator, this performance saved three trips. The dull condition also was excellent with only minimal abrasive wear to some of the cutters on the nose and shoulder.
More importantly to the operator, the mechanical specific energy (MSE) calculations from the CoPilot downhole measurement tool showed that the Ulterra bit, with CounterForce technology, achieved this using 14% less energy to drill compared to the previous runs that had mostly drilled in softer, easier formations. Vibration levels also were dramatically reduced in the most difficult formation where it causes the most issues. Compared to other bit runs, lateral vibrations and whirl were reduced by 84% and 31%, respectively, while stick/slip was reduced by 88%.
Recommended Reading

APA Corp. Latest E&P to Bow to Weak NatGas Prices, Curtail Volumes
2024-05-07 - APA Corp. plans to curtail gas and NGL production in the U.S. owing to weak Waha prices but remains confident it can deliver in the Permian Basin, CEO John Christmann said during a quarterly webcast with analysts.

Kissler: Mideast Tension Elevates Crude Prices—But for How Long?
2024-05-09 - Producers should be aggressive in locking in desirable crude oil prices on an abnormal market strength.
US Drillers Cut Oil, Gas Rigs for Third Week in a Row
2024-05-10 - Baker Hughes said oil rigs fell three to 496 this week, their lowest since November, while gas rigs rose one to 103.

Despite Sanctions Russia Still World’s Fourth Largest LNG Exporter
2024-05-23 - Russia ranked as the world’s fourth-largest LNG exporter in 2023, sending out cargoes of 30 mtpa. Russia’s LNG capacity could surpass 74 mtpa capacity by 2030, according to details published by Flex LNG.
UK's National Grid Seeks Buyer for Europe's Biggest LNG Terminal
2024-05-23 - Grain LNG terminal in Britain, Europe's largest such facility, will soon have the capacity to store and deliver enough gas to meet its target of about a third of the U.K.'s gas demand.