
Well productivity and profitability are influenced by the decisions you make every step of the way—that includes your cementing job.
Cement quality is key to well performance and integrity, especially in the Permian, where 80 percent of existing Texas wells show sustained annual pressure and almost always have to pass through severely depleted zones to get to an area of interest. These low-pressure zones in the Permian can cause severe fluid losses, making it difficult to achieve the desired top of cement and leading to inadequate zonal isolation.
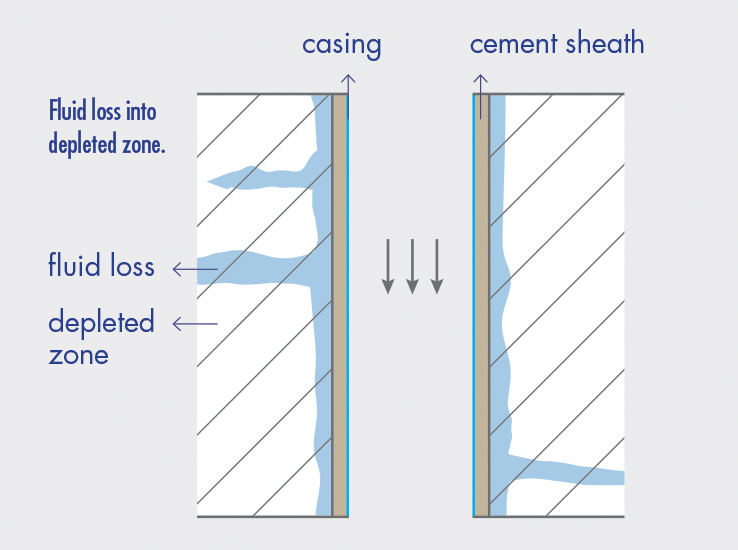
The right cement helps to isolate these zones, preventing communication either between zones or to the surface. It also anchors the casing string, protecting it from corrosion from formation fluids. The consequence of using the wrong cement in the beginning can lead to expensive remediation costs, a limitation on the well’s production potential, or perhaps even the loss of the well and potential damage to life, property, and the environment.
Here are some tips that can help prevent these events from happening so that you can achieve your desired top of cement in the Permian:
1) Identify the Right Slurry Design for Your Specific Case
Lightweight or ultra-lightweight cements can reduce hydrostatic pressure, minimizing fluid loss into the formation in the Permian, which is why these cement types are typically used in this area. There are two design techniques for the lightweight and ultra-lightweight cements. One method adds hollow glass microspheres to the slurry and the other injects nitrogen gas into it. There are advantages and considerations for each technique.
Adding Hollow Glass Microspheres: Advantages and Considerations
Adding hollow glass microspheres results in more predictable slurry mixtures compared to ceramic microspheres. This is due to the fact that glass microspheres are precisely manufactured batch-to-batch and variations in particle size and specific gravity are rare. These cements also have high-set cement strength and fast compressive strength development, and retain their strength at high temperatures.
However, pay attention to ingredient quality. Microspheres from suppliers may have acceptable properties at surface but shatter and lose buoyancy under downhole conditions, leading to unsuccessful cementing. Even some high-quality microspheres will break under pressure. Slurry design must account for the crush strength as well as minimize the separation of low-density microspheres to prevent excessive free water and loss of zonal isolation downhole.
Injecting Nitrogen Gas: Advantages and Considerations
Foamed cements containing microscopic bubbles of nitrogen offer good fluid loss control, better strength than water-extended slurries, high-tensile strength and ductility, and efficient mud-displacement and hole-cleaning performance.
Compressive strength of set cement is determined by the bubble size and distribution, the compressive strength of the base slurry, and the nitrogen content or foam quality. To optimize bubble distribution, laboratory tests can determine appropriate design parameters. Surface treating pressure and wellbore pressure are also important factors in set-cement permeability and porosity.
2) Increase Setting Time with Accelerators & Pre-blended Quick-Setting Cement
Setting time for cement is an important consideration because the faster the slurry sets, the sooner you can get back to drilling. Some companies offer accelerators, which are sold separately and added to the mixture by the operator.
Accelerators can reduce setting time for the slurry down to 12 hours. A pre-blended quick-setting cement is an even better solution, which can reduce setting time to six hours.
3) Avoid Taking Short Cuts
In this business, you need to work as efficiently as possible; however, cutting corners to finish the job quickly can be detrimental to your operation. At Nine Energy Service, we follow all of the necessary steps to ensure the cementing jobs we perform are successful yet also extremely efficient:
a. Condition the drilling fluid
b. Use spacers and flushes
c. Move the pipe
d. Centralize the casing
e. Maximize fluid velocity
f. Optimal slurry design
g. Proper job execution
h. Select a proper cementing system
4) Rely on an Experienced and Accessible Team for Planning & Execution
In addition to the type and quality of your cement, planning and executing the job properly is just as important. Nine Energy’s reliable cementing engineers and technicians have the depth of expertise, technology, and resources to complete cementing jobs the right way and on time. And, their superior and extensive track record of blending and pumping cement jobs in the Permian to proves it. The Nine team’s process involves:
- Recommending the optimal solution for each individual case
- Designing, testing, and executing specialized slurries that utilize low and high-density ingredients at its R&D laboratory—customized to suit the unique challenges of each well
- Achieving the required balance between well economics and cement quality
- Providing superior service quality through job execution with purpose-built equipment
Plus, this team of experts is easily accessible. Nine has a well-equipped regional base in the Permian with testing laboratories and facilities to prepare multiple jobs, which improves service quality while streamlining logistics. In an area with numerous unmarked dirt roads, few landmarks, and even fewer maps, choosing a service provider with a local base and crews familiar with the geography can make the difference between timely delivery of services or costly delays.
5) Utilize the Latest Equipment
A modern fleet that is built for job efficiency helps to reduce HSE risk and save time. Nine’s full-sensor double cement pumps, 100% backup redundancy on hydraulic mixing systems, upright cement bins, 100-barrel batch mixers, full-range cement bond analysis, and pump down spreads do just that. Nine’s cementing units include:
Remote Monitoring
With remote monitoring and communication capabilities, you can monitor a cement job in real time anywhere from your smartphone or tablet. Eliminating the need to drive to the wellsite reduces HSE risk and saves time. It also lets you monitor multiple jobs, which means you can be in several places at the same time. If needed, cementing crews can also access experts at the base for advice and support.

Full Redundancy
Nine’s latest pump truck design offers true redundancy. In addition to backup systems for dual cement pumps, many feature redundant mixing systems as well. Most trucks will at least have dual pumps and a single mixing unit, which means operators often have a second truck on site or on standby in case the mixing system goes down. Fully redundant trucks eliminate the need for a standby truck, requiring less equipment and personnel on location boosting efficiency for the operator.
Quality cement, advanced engineering, reliable execution—these factors contribute significantly to your bottom line. Having confidence that your service company is giving you the field-proven expertise and accurate guidance that your unique circumstances require is equally crucial.
For more information about Nine Energy Service and its cementing capabilities, please click HERE.