
The EPOCH 6LT flaw detector with the rope access kit is uniquely suited for use in offshore inspections. (Source: Olympus)
When discussing corrosion on offshore oil platforms, marine drilling risers are a key area of interest. Marine risers form the link between the seabed pipeline or well and topside processing equipment. They are the primary method used to transport hydrocarbons from the ocean floor to the host facility and also are used to introduce external media, such as chemicals or water, into the wells. A riser’s splash zone—the section of the conduit that is immediately above sea level—is subject to constant wetting and drying. This wetting and drying combined with defects in the riser’s protective coatings can contribute to corrosion. Platform managers are concerned about this corrosion because it can reduce the wall thickness and threaten the structural integrity of risers. Contents of risers can be pressurized, and a riser’s failure could release hydrocarbons into the environment. Assessing the remaining service life of aging risers is often dependent on corrosion monitoring with nondestructive testing (NDT) technologies. Although there are several NDT methods used for this application, conventional ultrasonic testing is often the most convenient and cost-effective method.
Corrosion inspection methods using conventional ultrasound
Two corrosion inspection methods use conventional ultrasound. The first is the point measurement method using an ultrasonic thickness gauge. The point measurement method is used to monitor remaining wall thickness through precision thickness measurements taken in a defined pattern and repeated over time. This method is effective for periodic corrosion monitoring and precision measurements of discrete defects but is not well suited for identifying neighborhoods of corrosion, corrosion-induced cracking or other flaw mechanisms.
The second method uses an ultrasonic flaw detector to scan a suspected corroded part for pits and corrosion-induced cracks and to support length sizing and characterization of detected defects. Compared to the first method, this technique is better suited for finding and sizing isolated defects, but less effective at making high-precision thickness measurements to aid in periodic corrosion monitoring.
Two methods merged into one
Inspectors benefit from an instrument that combines the capabilities of an ultrasonic thickness gauge and a flaw detector. One example is Olympus’ EPOCH 6LT flaw detector with corrosion software. It enables the user to switch between a thickness gauging measurement algorithm and a flaw detection measurement algorithm.
Conventional flaw detectors typically use edge or peak gate detection modes, where the instrument records a thickness measurement based on where the edge of the echo crosses the gate or the peak of the gated echo, respectively. Edge measurement accuracy can be affected by the echo amplitude and surface conditions, while peak detection can be insensitive to small pits.
The instrument’s corrosion software uses the zero-cross measurement algorithm typically used by corrosion gauges when operating in corrosion mode to improve accuracy. This measurement algorithm measures from the zero-crossing point of the first signal that breaks the detection threshold, resulting in less sensitivity to fluctuations in coupling and amplitude. This increased stability helps ensure greater precision when taking thickness measurements. Using an instrument that combines the important functionalities of a precision thickness gauge and a flaw detector enables NDT inspectors to rely on one tool for a wide range of conventional ultrasonic testing corrosion inspections. Users can scrub for pitting and size defects in flaw detection mode and switch to corrosion mode to make reliable and accurate measurements of remaining part thickness.
Complexities of inspecting offshore risers
Marine risers pose a challenge for NDT inspectors and their equipment. Offshore platforms are subject to harsh weather conditions, and their risers, which extend from the topsides through the splash zone to the seafloor, also are vulnerable to the tides and waves. A full external examination of a riser is complicated by the different conditions the system passes through and any marine growth that may be present on the riser. For topside inspection, a rope access team would normally be required, while an ROV or divers would be needed to complete a subsea inspection.
For rope access inspections, instrument size and weight are a key concern. Rope access inspectors keep their inspection equipment attached to them at all times, and they need to keep their hands free to operate their safety equipment, which is why they prefer lightweight, multi-use equipment.
The EPOCH 6LT flaw detector is suited for offshore corrosion inspections. This instrument is ingress protected, drop tested and engineered to strict environmental ratings to withstand the challenging environment of an offshore platform. The tool weighs less than 2 lb and supports software that enables it to function as both a conventional flaw detector and a corrosion gauge.
Rope access corrosion detection and wall thickness gauging
To perform a corrosion inspection with the EPOCH 6LT flaw detector, users first need to enable the corrosion software module. The instrument should be calibrated in both corrosion mode and flaw detection mode for the intended material, inspection range and general sensitivity to ensure accurate and repeatable measurements. Pulser and receiver settings are automatically optimized for supported dual-element transducers when they are plugged into the instrument.
After performing a two-point depth calibration in both corrosion mode and flaw detection mode, the user can enable grid view, select color and set low- and high-range thickness values based on the inspection requirements. The number of columns and rows in the grid can be customized to fit the inspection requirements. The grid view feature is intended for use in corrosion mode, while using the point measurement method to record precision thickness measurements, and acts as a visual aid for monitoring corrosion.
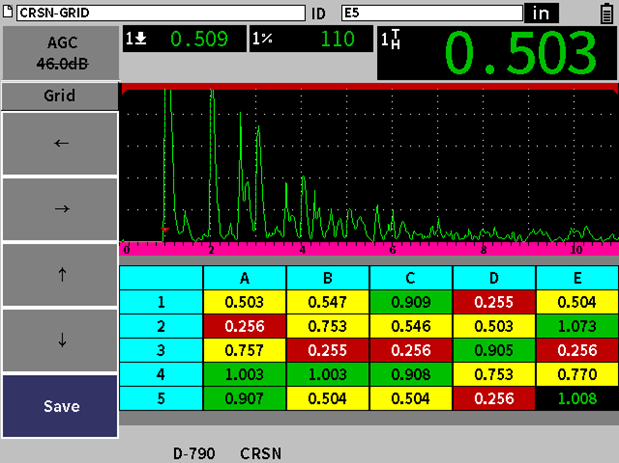
When the instrument has been properly calibrated, the user selects flaw detection mode and couples the transducer to the inspection material in an area without corrosion to determine the depth of the back wall. Once the back wall signal is identified, the user can scan the part while monitoring the A-scan for a change in back wall thickness or the appearance of an echo before the back wall signal, which could indicate potential cracking, pitting or corrosion.
Having identified a potential defect, the user can then switch the instrument to corrosion mode to measure the remaining part thickness. If grid view is enabled, thickness readings saved into the grid will be color-coded based on the specified low and high thickness ranges.
Modern advancements in corrosion software offer the best of both worlds of corrosion inspection. By providing essential corrosion gauge and flaw detector functionality in a highly portable instrument, devices like the EPOCH 6LT flaw detector with corrosion software help make rope access corrosion inspections safer, more accurate and efficient.
Have a story idea for Offshore Solutions? This feature highlights technologies and techniques that are helping offshore players overcome their operating challenges. Submit your story ideas to Group Managing Editor Jo Ann Davy at jdavy@hartenergy.com.
Recommended Reading

Sinopec Brings West Sichuan Gas Field Onstream
2024-03-14 - The 100 Bcm sour gas onshore field, West Sichuan Gas Field, is expected to produce 2 Bcm per year.

Orange Basin Serves Up More Light Oil
2024-03-15 - Galp’s Mopane-2X exploration well offshore Namibia found a significant column of hydrocarbons, and the operator is assessing commerciality of the discovery.

Equinor Receives Significant Discovery License from C-NLOPB
2024-02-02 - C-NLOPB estimates recoverable reserves from Equinor’s Cambriol discovery at 340 MMbbl.
Chevron Hunts Upside for Oil Recovery, D&C Savings with Permian Pilots
2024-02-06 - New techniques and technologies being piloted by Chevron in the Permian Basin are improving drilling and completed cycle times. Executives at the California-based major hope to eventually improve overall resource recovery from its shale portfolio.

CNOOC Makes 100 MMton Oilfield Discovery in Bohai Sea
2024-03-18 - CNOOC said the Qinhuangdao 27-3 oilfield has been tested to produce approximately 742 bbl/d of oil from a single well.