
FIGURE 1. In this process architecture overview of traditional systems versus the Twister system, dashed ancillary unit operations in the gas processing train are optional and to be added if required for field development economics. The Twister system offers the freedom of choice to relocate these systems to an onshore facility. (Source: Twister)
Offshore oil and gas production facilities are becoming increasingly complex, particularly in regard to acid gas and sour field developments, EOR and LNG production. With advanced hydrocarbon recovery techniques and transportation, the need for optimized configurations and processing to minimize plot space and weight while still meeting project goals is vital. Gas streams, for example, can require several processing unit operations, such as for mercury (Hg), H2S, CO2 and water removal, hydrocarbon dewpointing and export line compression. These independent operations can quickly come to dominate the facility’s topside architecture with— in the case of FPSOs—the dimensions of the topside rather than the required storage capacity governing the hull size. This negatively impacts project economics.
Optimizing specifications, minimizing costs
It is undoubtedly more cost effective to maximize processing operations onshore due to the large supporting infrastructure cost requirements offshore.
A typical liquefaction-ready specification in LNG production offshore limits heavy hydrocarbon gas components to 2 mol% C4+ and less than 0.08 mol% C5+ content with a turbo expander or refrigeration solution often used to achieve this specification. In such cases, high-performance dehydration equipment is required to allow the turbo expander/cold box to operate at temperatures less than -30 C (-22 F), resulting in a sizable triethylene glycol (TEG) module to meet less than 1 lb/MMscf of water content or an even more cost-intensive molecular sieve unit.
The dehydration module also requires ancillary equipment and filter packages to keep operations safe. In the case of glycol regeneration, there is a need to keep emissions, operator exposure and foaming under control. Hg content also can become a potential metallurgical problem for the turbo expander. All of these compromises add cost, weight and complexity to the FPSO.
Keeping offshore operations to a minimum
The Twister Gas Processing System (Figure 1 above) is designed as a high-performance bulk separation system that simultaneously dehydrates and hydrocarbon dewpoints gas without the need for chemicals or batch processes. Benefits include dehydration and dewpointing performed in a single-unit operation. A reduction in moving parts avoids the need for materials that impose restrictions on the trace contaminants in the treated gas, such as Hg, H2S or CO2. Additionally, the unit works as a closed system, meaning that contaminants have no possibility of escaping from the gas processing system.
This allows the more cost-effective separation of contaminants and removes HSE risks involved with environmental emissions. Finally, there are no supply-related operating risks, with flow assurance issues simply managed by temperature control.
Case study
In collaboration with Samsung Heavy Industries (SHI), a case study was developed using Twister technology for water and hydrocarbon dewpointing as a design alternative to a TEG dehydration unit combined with a turbo expander-based dewpointing unit. The FPSO in question had a production capacity of 700 MMscf/d of gas, 10,000 bbl/d of oil and 20,000 bbl/d of water (Figure 2). The export gas export water content and hydrocarbon specification was 7 lb/MMscf and 0.08 mol% C5+, respectively. To meet the hydrocarbon specification, however, the turbo expander requires 2 lb/MMscf to avoid hydrate formation, which reflects on the size and complexity of the TEG facility.
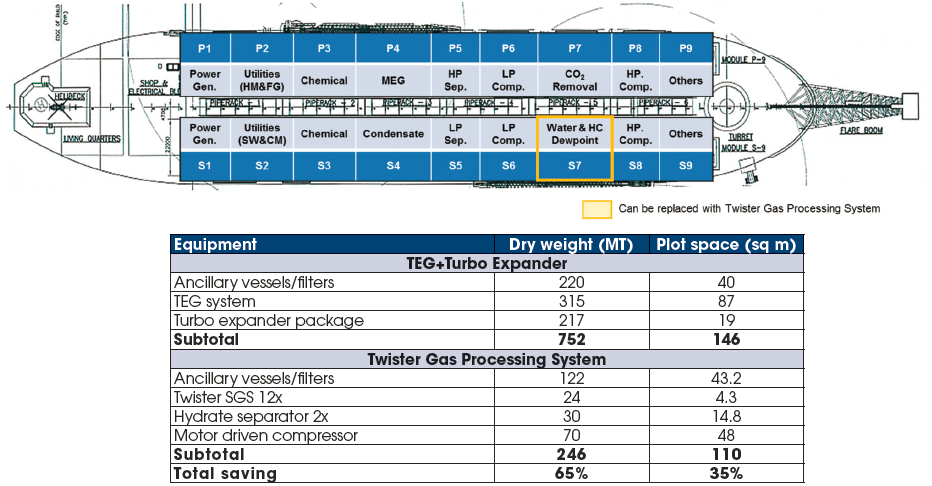
The Twister system meets the export specification with 3 lb/MMscf (including an operating margin) without any plot space penalty while at the same time targeting for 0.11 mol% C5+ content as fit for purpose for gas export to the onshore facility. The specified value of 0.08 mol% also is attainable with the targeted value considered the most cost-effective offshore specification while still meeting project needs.
Through reducing offshore technology complexity, the Twister Gas Processing System focused on export gas properties and showed a significant bare equipment differential between the Twister technology and the TEG dehydration unit and turbo expander. Savings on equipment weight and space by Twister technology were 65% and 35%, respectively, while also delivering further benefits in reduced weight and plot space of hull and structure, operability, capex and opex.
SHI has investigated additional architecture flexibility, alternative sparing strategies and the opportunity to relocate the Hg removal unit to the onshore facility.
Preliminary RAM study
A sensitivity analysis for a reliability, availability and maintenance (RAM) study was carried out to determine the impact on availability by varying equipment configuration from a standard TEG turbo expander configuration. The top five contributors to availability losses in the standard offshore topside architecture are hydrocarbon dewpointing, TEG regeneration, high-pressure and low-pressure separation and recompression and removal of Hg and CO2, in that order.
By focusing on the two largest contributors, the study outcome showed that relative to the base availability of the TEG turbo expander system of 95%, replacement with the Twister Gas Processing System yields an increase of availability of 3.2% to 98.2%. This additional uptime can be monetized through increased production revenues or used as flexibility in sparing configurations, thereby reducing plot space and weight impact of the topside even further.
Conclusion
The respective 65% and 35% reduction in bare equipment weight and plot space illustrates the potential for topside footprint reduction with the Twister technology—especially important on FPSOs where the size of the vessel is at risk of being dictated by the topside as opposed to the required storage capacity.
Employing a holistic approach to export gas specifications and considering the application of Twister supersonic technology leads to significant advantages in offshore topside impact and overall project economics while still ensuring project goals are met.
Recommended Reading

Tech Trends: Autonomous Drone Aims to Disrupt Subsea Inspection
2024-01-30 - The partners in the project are working to usher in a new era of inspection efficiencies.

2023-2025 Subsea Tieback Round-Up
2024-02-06 - Here's a look at subsea tieback projects across the globe. The first in a two-part series, this report highlights some of the subsea tiebacks scheduled to be online by 2025.

Subsea Tieback Round-Up, 2026 and Beyond
2024-02-13 - The second in a two-part series, this report on subsea tiebacks looks at some of the projects around the world scheduled to come online in 2026 or later.

Forum Energy Signs MOU to Develop Electric ROV Thrusters
2024-03-13 - The electric thrusters for ROV systems will undergo extensive tests by Forum Energy Technologies and SAFEEN Survey & Subsea Services.

Sapura Acquires Exail Rovins’ Nano Inertial Navigation System
2024-02-01 - Exail Rovins’ Nano Inertial Navigation System is designed to enhance Sapura’s subsea installment capabilities.