
Big Data, the Industrial Internet of Things and Industry 4.0 can be harnessed to improve performance in the oil and gas industry by making maintenance more effective. However, to achieve true “smart maintenance,” these innovations must be implemented with traditional approaches.
Why be ‘smart?’
There are many factors that encourage operating companies to adopt smarter maintenance practices. For example, loss of experience due to the fragmentation of operating companies and an aging workforce means less onsite skill and experience. Market and cost pressures also play a role as competitive challenges mean an ever-continuing need to improve reliability, availability and consequent production while maintaining tight control on maintenance spend. Maintenance gets harder as assets age, requiring ways to understand better and proactively look after equipment.
Making maintenance smarter
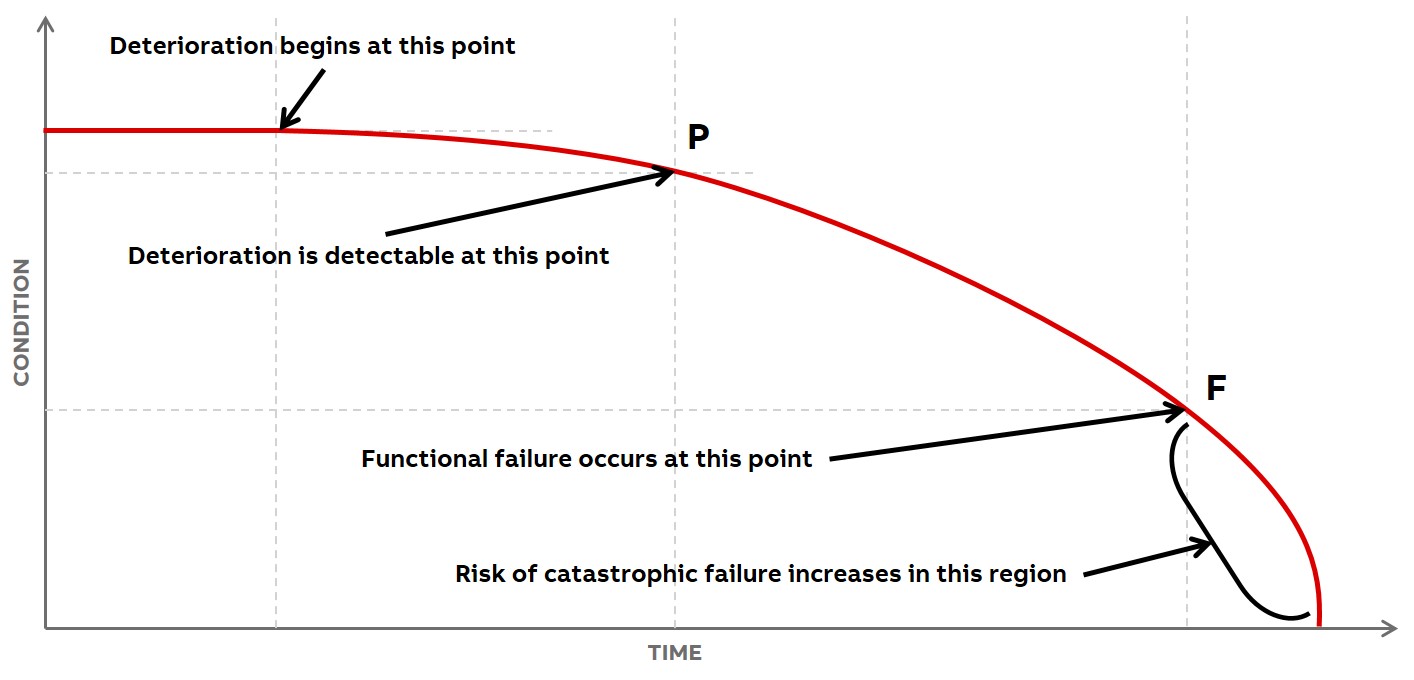
A key component of a facility’s maintenance strategy is the maintenance policy for each equipment item. A policy consists of one or more maintenance routines. A routine can be corrective, scheduled or condition-based. Figure 1 shows the principle behind condition-based maintenance using the potential to functional failure or “P-F curve” graph. Variations in product quality, process or equipment parameters that indicate impending failure are monitored. Provided the indication gives a sufficient interval between P and F to perform the required maintenance action, it avoids costs from unscheduled downtime and consequences of failure, due to a scheduled routine with an excessive interval or scheduled maintenance done long before a functional failure occurs.
Traditionally, condition-based techniques that had sufficient measurement sensitivity and sample rate to give a useful P-F interval were expensive—this limited implementation to the most critical of equipment, such as gas turbines. Several recent technological developments have made condition-based maintenance an appropriate approach for a wider range of equipment.
Not only has it become cheaper to achieve a usable P-F interval, but condition-based approaches can now go beyond descriptive monitoring of condition to encompass capabilities that are diagnostic (what happened and why), predictive (what is the result and when) and prescriptive (how to fix). Ultimately, more capable and cost-effective condition monitoring is possible due to advances in computing power and connectivity.
Smarter maintenance through better computing power
Better and cheaper condition monitoring techniques are emerging because of the continual increase in computing power. An integrated wireless sensor and processing unit, with the size and cost of a budget smartphone, can be retrofitted on rotating equipment to monitor vibration, temperature and other parameters. Cheap high-performance computing power makes it feasible to automatically monitor and react to a large quantity of asset condition data in real time using machine learning algorithms. These algorithms do not use a predefined set of rules but are self-learning, unlike traditional software programming. Once “trained,” they can use statistical correlations to autonomously identify key events and trends in distributed control system (DCS) data, SCADA data and vibration traces from rotating machinery.
Smarter maintenance through better connectivity and access to data
It is possible to collect, store and share enormous amounts of information about oil and gas assets throughout their life cycle. Data about product design, system design and overall plant design can be combined to create a digital twin of the asset. Operational data can be collected from thousands of devices connected to condition monitoring equipment, DCS and SCADA systems in real time via wired or wireless industrial networks. By combining the digital twin information with operational asset and process data, it becomes possible to analyze anomalies with physical equation-based models as well as statistical black box models, thus making it possible to diagnose problems accurately, precisely predict failures and hence prescribe maintenance actions.
Improved connectivity enables asset health information to be shared securely beyond a plant’s onsite network to the cloud for analysis or reporting in corporate- level dashboards. Connected operated facilities also allow collaborative operations. For example, in case of a lack of onsite capability, an operator can give access to specialists from corporate engineering centers, original equipment manufacturers or third party service companies.
Developing, implementing and sustaining a smart maintenance strategy
It is often appropriate to implement a scheduled maintenance strategy or a breakdown maintenance approach. The smartest routine could be low-tech “look, listen and feel.” Plant management should develop a strategy to drive decisions about the selection and application of each maintenance type. Technologies should be appropriate to the maintenance organization’s maturity.
Smart maintenance technology must result in action to make a difference in plant performance. Operators and maintenance technicians need to trust the technology by being involved in the implementation of predictive maintenance technology.
It is recommended to embed condition-based maintenance tools into the management system and the organizational culture. Smart maintenance systems such as learning tools can be used alongside root cause analysis of failures with maintenance policies, plans and procedures regularly updated.
Case study: gas compression train
The machinery for a gas compressor train can be comprehensively monitored. The machine control system, drive CPU and the machine monitoring system in Figure 2 can collect process, electrical, mechanical data as well as machine operating data. These data are used to monitor the compressor’s failure modes. Early detection of fouling prevents an increased pressure drop throughout the machine and associated increased energy requirement. Proper monitoring of stiction on the anti-surge valve can be achieved by analyzing the response time of the valve. When the response drops beyond a critical level, maintenance action is initiated, preventing a fast surge event.

____________________________________________________________________________________________________________________________________________
References available.
Contact Jennifer Presley at jpresley@hartenergy.com for more information.
Recommended Reading

Paisie: Crude Prices Rising Faster Than Expected
2024-04-19 - Supply cuts by OPEC+, tensions in Ukraine and Gaza drive the increases.

Brett: Oil M&A Outlook is Strong, Even With Bifurcation in Valuations
2024-04-18 - Valuations across major basins are experiencing a very divergent bifurcation as value rushes back toward high-quality undeveloped properties.
Marketed: BKV Chelsea 214 Well Package in Marcellus Shale
2024-04-18 - BKV Chelsea has retained EnergyNet for the sale of a 214 non-operated well package in Bradford, Lycoming, Sullivan, Susquehanna, Tioga and Wyoming counties, Pennsylvania.
Defeating the ‘Four Horseman’ of Flow Assurance
2024-04-18 - Service companies combine processes and techniques to mitigate the impact of paraffin, asphaltenes, hydrates and scale on production — and keep the cash flowing.

Santos’ Pikka Phase 1 in Alaska to Deliver First Oil by 2026
2024-04-18 - Australia's Santos expects first oil to flow from the 80,000 bbl/d Pikka Phase 1 project in Alaska by 2026, diversifying Santos' portfolio and reducing geographic concentration risk.