
A Halliburton frac truck crosses into Burleson County, Texas, for oil operations located in the upper Eagle Ford Shale in July 2017. (Source: Hart Energy)
[Editor's note: This story originally appeared in the April 2020 edition of E&P. Subscribe to the magazine here.]
Fracture treatments are designed with the desired outcome in mind. When it comes to achieving targeted rates, keeping pressures down and avoiding screenouts, a friction reducer (FR) fluid is often the go-to fluid. To improve proppant-carrying capacity, a high-viscosity FR is preferred. Unfortunately, whether a regular or a high-viscosity FR is used, sometimes a fluid is selected that should improve the efficiency and economics of a fracture design only to discover it fails to deliver the performance needed when it is needed most.
With the combined benefits of viscosity and elasticity, dry FRs can provide improved proppant transport, allowing the placement of targeted volumes of sand deeper into the reservoir—at the same total treatment cost of a conventional liquid FR. Additionally, where many fluids struggle to perform in produced water, dry FR can provide the friction reduction needed at higher levels of total dissolved solids (TDS), while maintaining the desired viscosity at lower levels of TDS.
Dry FRs offer an improvement to the HSE profile of the materials, as compared to liquid FRs, while also providing significant logistical improvements.
Unlike liquid FRs, dry high-viscosity FRs do not contain hydrocarbon carrier fluid, which adds unnecessary logistical requirements to a fracturing job. Additionally, a liquid FR may have issues in extreme cold or hot environments due to freeze point, pour point or viscosity concerns of the product. Traditionally, it has not been easy for service companies to pump dry materials due to unmovable/caking issues or pump cavitation while attempting to deliver these materials downhole. However, this is being addressed with newer delivery methods.
Case study
A major operator in the Eagle Ford Shale play recently used dry high-viscosity FRs on multiple wells across the basin to improve its HSE profile and transport logistics. Through the use of dry FRs, 165,000 gal of hydrocarbons were eliminated from the job.
While liquid FRs have a Halliburton Chemistry Scoring Index (CSI) score of 120, dry FRs have a CSI score of only 0.5. This is a 240% improvement in the HSE profile. Regarding logistics, where liquid FR would require three 4,000-gal transport trucks, a single drygel Fruehauf trailer can be used to deliver the same amount of polymer. This means less trucks on the road, less trucks on location and lower fuel consumption. For example, for every 300-gal or six 50-gal fuel tanks of diesel not on the road, a dry FR product saves 1 ton of diesel fuel.
Finally, with the removal of the hydrocarbon-based carrier fluid, impurities, surfactant packages and potential chemical compatibilities were eliminated.
Ten wells in the Eagle Ford basin were recently treated with the Halliburton FightR LXD FR. All were completed to design. These 10 wells, comprising 351 stages, were performed with zero nonproductive time or operational issues. Up to a 15% decrease in treating pressure was observed when comparing average treating pressure between dry FR stages and liquid FR stages that had very similar total measured depths.
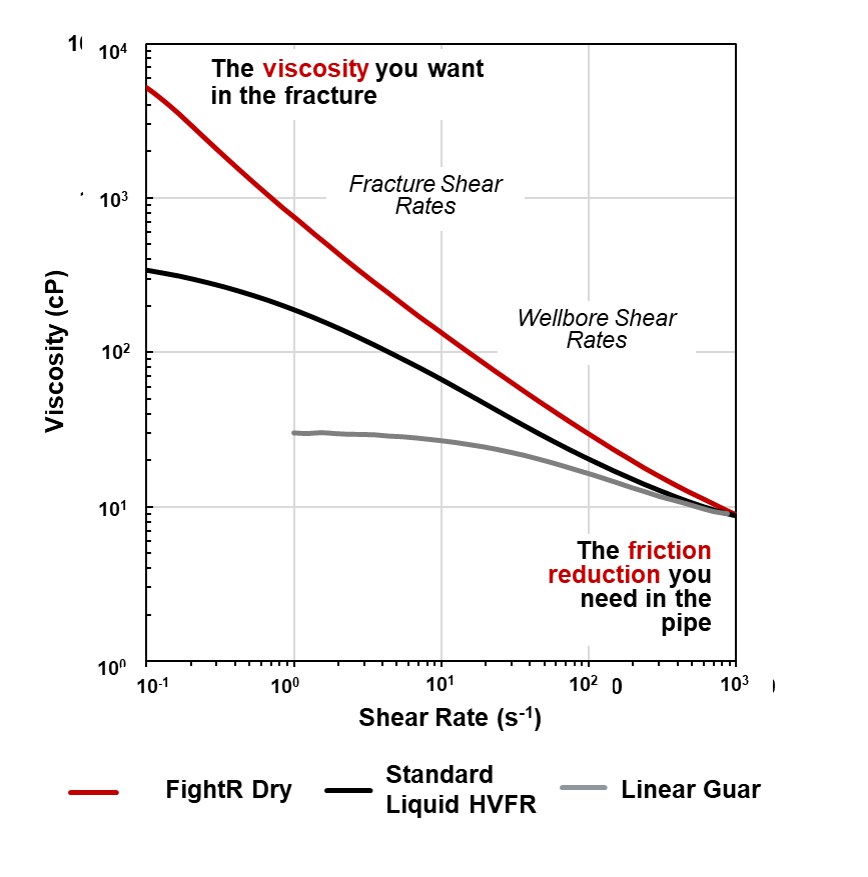
Figure 1 shows this comparison: one well with dry FR (red line) versus two wells (on the same pad) that pumped the equivalent concentration of liquid FR (gray and black). Each point represents one treatment stage and is plotted on the x-axis as a function of its total measured depth; the y-axis represents the average surface treating pressure for those stages. The closest stages, in terms of measured depth, were used for this comparison.
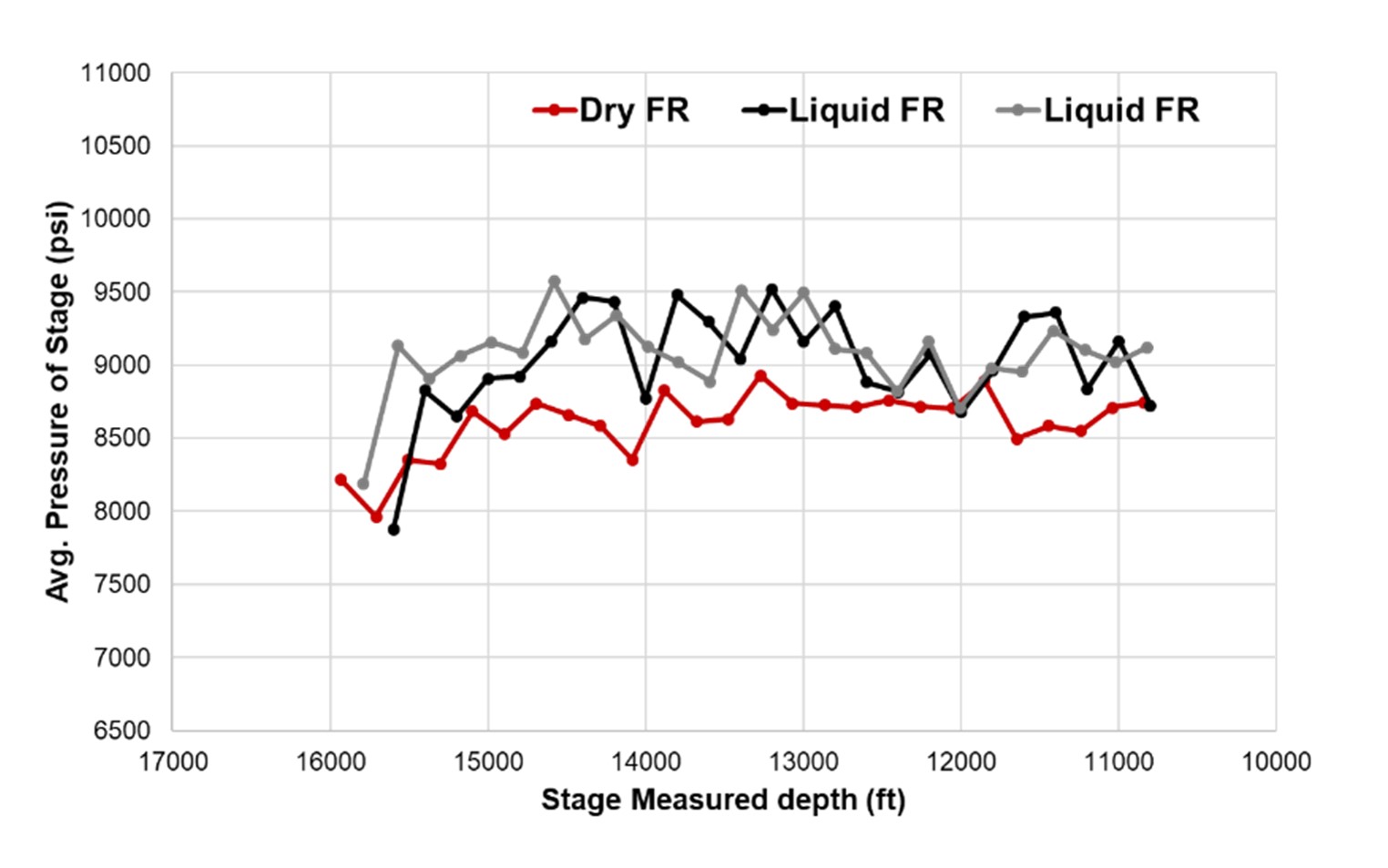
Nearly all of the stages across this set of 26 showed lower average surface treating pressure with the dry FR when compared to the liquid FR. The largest observed difference was 15%. On average, the stages that used dry FR had 6% lower surface treating pressure than its liquid FR counterpart.
Across a total of 10 wells, 495,000 lb of dry FR was pumped, resulting in the elimination of 165,000 gal of emulsion-based oil-containing additive and the reduction of 28 transport trucks from the road. This reduced the overall footprint of the frac job as well as nearly 5 tons of diesel fuel.
Recommended Reading

Halliburton’s Low-key M&A Strategy Remains Unchanged
2024-04-23 - Halliburton CEO Jeff Miller says expected organic growth generates more shareholder value than following consolidation trends, such as chief rival SLB’s plans to buy ChampionX.

Deepwater Roundup 2024: Americas
2024-04-23 - The final part of Hart Energy E&P’s Deepwater Roundup focuses on projects coming online in the Americas from 2023 until the end of the decade.

Ohio Utica’s Ascent Resources Credit Rep Rises on Production, Cash Flow
2024-04-23 - Ascent Resources received a positive outlook from Fitch Ratings as the company has grown into Ohio’s No. 1 gas and No. 2 Utica oil producer, according to state data.

E&P Highlights: April 22, 2024
2024-04-22 - Here’s a roundup of the latest E&P headlines, including a standardization MoU and new contract awards.

Technip Energies Wins Marsa LNG Contract
2024-04-22 - Technip Energies contract, which will will cover the EPC of a natural gas liquefaction train for TotalEnergies, is valued between $532 million and $1.1 billion.