
Today’s market is full of unknowns, but the natural gas processing plant does not have to add to the uncertainty. A typical midstream dilemma is the constant struggle between meeting the producer’s needs, delivering a high-performance processing solution to attract additional volumes and increase producer netback values, yet also controlling capex to meet project return on investment (ROI) and internal rate of return (IRR) metrics.
The solution must also address the elusive problem of ethane recovery.
Does this sound familiar? Some common questions for producers include:
- How many wells are you going to drill? When?;
- What is the composition of the gas?;
- What is the decline rate?;
- Is ethane recovery needed?; and
- What are you willing to commit to our midstream service?
Embedded in each of these questions is a seemingly infinite number of outcomes to determine what processing solution will provide the customer with the most competitive rates. Thankfully, such a processing solution exists.
Presently, midstream operators are seeking gas processing solutions that effectively serve two operating seasons with one asset. The seasons are commonly considered ethane recovery and ethane rejection, but other priorities also factor into the design basis.
If ethane recovery is not initially a priority due to logistics limitations and/or net-negative trading value, the question becomes, “Can we achieve ultrahigh propane recovery while reserving an option for ultrahigh ethane recovery without pre-investing in the capability, considering the market may never materialize?”
There is, however, a common competing issue. Producers want confirmation that ethane recovery in the range of 95% or more is possible—even if not immediately required. Another complicating factor is the need to efficiently operate at low volumes in the initial ethane rejection mode season due to drilling schedules and fickle associated gas volumes.
In summary, the design basis for the desired asset is:
- A gas plant designed for today’s abundance of heavy associated gas from shale oil production;
- Economic efficiency via ultrahigh NGL recovery;
- Operational flexibility with high turndown;
- Energy efficiency; and
- Capacity to transition from ethane rejection to recovery.
Furthermore, competitive project development settings demand lower capex cost and accelerated first-gas schedules to secure initial volumes.
To solve this repetitive challenge, gas processing package provider Joule Processing LLC teamed with Fluor Corp. to deliver a single gas plant solution that addresses the entire design basis outlined above. By packaging and productizing Fluor’s patented and proven Cryo-Gas technologies, the Joule/Fluor team could offer a cryogenic resolution to market needs, with operational flexibility (i.e., turndown) and energy efficiency, while still maintaining high recoveries.
Teaming up
The Fluor Deep Dewpointing Process (DDP) and the Twin Reflux Absorption Process (TRAP) are combined into one process plant (DDP-TRAP) to provide complete recovery flexibility. The DDP-TRAP is designed for rich gas—more than 6 gallons of ethane-plus gas liquids per thousand cubic feet (GPM)—and features ultrahigh recoveries in two operating modes.
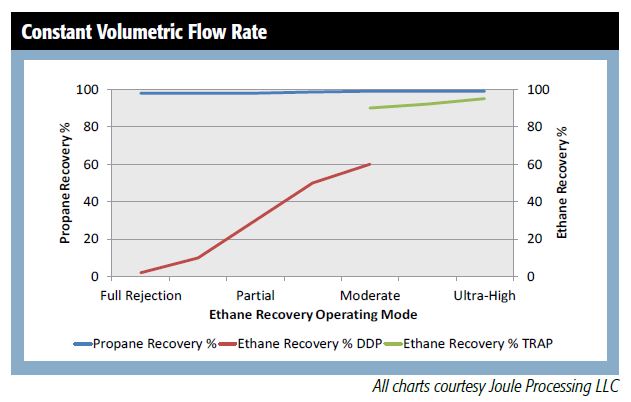
The DDP, designed for ethane rejection unlike traditional standardized cryogenic technologies, achieves propane recovery of more than 98% with less than 2% ethane recovery. The TRAP, designed for ethane recovery, achieves ethane recovery of more than 96% while maintaining or improving the propane recovery achieved in ethane rejection.
At a constant design flow rate, the propane recovery remains ultrahigh when operating in full ethane rejection mode (less than 2% ethane recovery) and in partial-to-full recovery mode (30% to 96% ethane recovery). Propane is near 100% when operating in full ethane recovery mode.
When operating in rejection mode, the DDP achieves ultrahigh propane recoveries from design volumetric flow rates down to 25% because there is no flow through the turboexpander. The cryogenic cooling is achieved by expansion through a Joule-Thompson (JT) valve. The JT valve has a wider range of operation and is not closely dependent upon gas composition.
When operating in recovery mode with a turboexpander, the TRAP design achieves ultrahigh propane and ethane recoveries from design volumetric flow rate down to about 50%, which is the lower limit of the turboexpander. Unlike the JT valve, the performance of the turboexpander is highly dependent upon the inlet gas composition.

Consider the following scenario:
- A 60-million-standard-cubic-feet-per day (MMscf/d) plant is justified, but initial volume commitments are limited to 12 MMscf/d-18 MMscf/d for an indeterminate length of time;
- Initial operation season is in ethane rejection mode, but ultrahigh propane recovery is required to secure initial volumes;
- The time frame to transition to ethane recovery is indeterminate and may never materialize;
- Competitive pressure on processing rates demands the lowest propane recovery rate structure possible. Deferral of unnecessary capex until operationally necessary is key to making the economics work; and
- Gas composition of the blended inlet stream is uncertain but is greater than 6 GPM ethane-plus.
The technology switches from the DDP configuration, which operates in full ethane rejection, to partial recovery to the TRAP configuration, which operates from moderate recovery to ultrahigh recovery. The transitions between configurations vary depending on desired ethane recovery and gas composition.
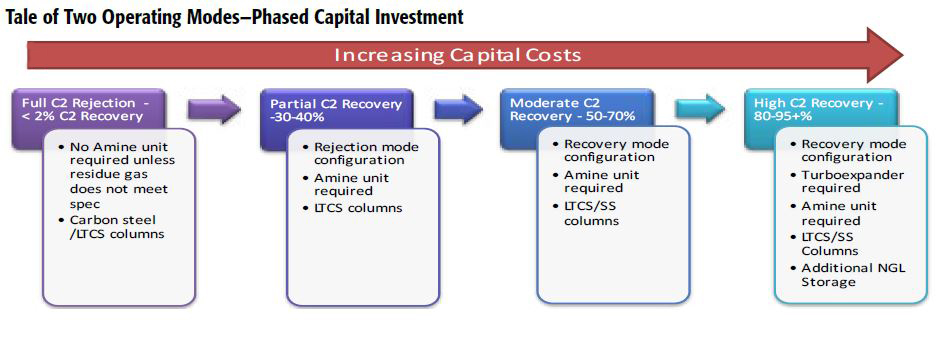
Depending on the plant site, a location without NGL pipeline access operating in propane recovery alone may be the only profitable choice for the foreseeable future. The DDP-TRAP technology allows the owner to defer capital costs until market demand requires a change.
An initial investment may only require the core process equipment with carbon steel and low-temperature carbon steel columns, inlet filtration and dehydration, propane refrigeration and a heating oil unit. Because the temperatures are not too cold, the DDP-TRAP does not require an amine unit. However, an amine unit may be required to meet residue gas specifications.
For locations that require partial ethane recovery to meet pipeline specifications, the DDP ethane rejection configuration can achieve ethane recovery from zero to up to 40% by reducing the reboiler duty. Operating in partial recovery reduces the stripper temperature and requires both columns to be constructed from low-temperature carbon steel. Depending on gas composition and pipeline specifications, the lower temperatures increase the CO2 content in the NGL stream and drive the need for an amine unit.
The DDP can be changed from the ethane rejection configuration to ethane recovery by adjusting several valves to re-route flow through pre-installed pipe. With moderate ethane, an amine unit is required to prevent CO2 freezing, and the columns are constructed of stainless steel. At this stage still, no turboexpander is required to achieve 50%-70% recovery from 25%-100% of design flow.
Lastly, for ultrahigh ethane recovery of 96% and above, the transformation from DDP to TRAP is complete with the addition of the turboexpander. The TRAP configuration achieves high ethane and ultrahigh propane recoveries producing the highest volume of NGL. Additional NGL storage and pumping capacity may be required and can be added during the same phase as the turboexpander.
Savings
Savings are achieved in both capex and opex. To summarize, the capex deferral/savings during rejection mode season includes:
- Turbo expander is deferred;
- Amine unit can be deferred;
- Refrigeration compression can be staged with low initial volumes;
- A roughly 130-foot demethanizer column is displaced by two smaller columns (i.e., 90-foot stripper and 60-foot absorber), resulting in installation savings; and
- Residue and refrigeration compression horsepower total is lower and results in operational savings.
A case study of some older and new cryogenic gas processing technology operating in both ethane rejection and recovery was completed and compared 8 GPM dehydrated gas at inlet pressure of 925 pounds per square inch gauge (psig). The technologies compared were the Gas Subcooled Process (GSP), Recycle Split Vapor (RSV) and Fluor’s DDP-TRAP. See the nearby chart for an illustration.

In a head-to-head comparison of cryogenic gas processing technology operating in full ethane rejection mode (less than 2% ethane recovered in NGL), the propane recoveries (purple line in the graphic) vary from low 90% for the GSP to nearly 100% for the RSV. The DDP achieves 99% propane recovery comparable to RSV.
However, the combined refrigeration and residue gas compression horsepower (columns) is lowest with DDP at 8,500 horsepower (hp), and highest with RSV at 10,000 hp. Overall, the DDP-TRAP achieves ultrahigh propane recovery with the highest efficiency.
When the same technologies operate in ethane recovery mode, the propane recovery increases to nearly 100% for all while the ethane recovery varies from about 96% to 99%. Compared to ethane rejection, all technologies use less operating compression horsepower, with the RSV once again using the most combined horsepower. The DDP-TRAP’s total horsepower usage in ethane recovery is comparable to GSP.
Process description
Filtered and dehydrated gas enters the DDP unit where it is cooled in the brazed aluminum heat exchanger (BAHX) and propane-cooled, shell-and-tube heat exchanger and flows to the separator. The separator vapor is cooled through expansion in the JT valve and enters the absorber. The separator liquids and absorber liquids flow to the stripper and exit the bottom to NGL storage. The ethane-rich vapor from the stripper is refluxed to the absorber and then warmed in the BAHX before exiting the plant as residue gas.
Only a few changes are required to maximize ethane recovery using the TRAP. The separator vapor is cooled through the expander instead of the JT valve before entering the absorber. In ethane recovery, the very cold liquid from the absorber is pumped directly to the stripper, where the ethane and propane liquids exit the bottom to NGL storage. The methane-rich vapor is refluxed directly to the absorber, and the absorber vapor is warmed in the BAHX before exiting the plant as residue gas.

Meeting the challenge
The challenge of meeting the producer’s needs, delivering a high-performance processing solution to attract additional volumes and increase producer netback values while controlling capex to meet project ROI and IRR metrics, was laid out earlier. The solution set presented delivers the following project development answers:
- Designed for gas of 6 GPM or more: The richer the gas, the better the operational efficiency;
- Achieves propane recovery of 98% or higher and reserves option for ultrahigh ethane recovery;
- Operational flexibility of 4:1 turndown and adaptability to a wider range of inlet composition; and
- Phased capex commitment: Invest in ultrahigh ethane recovery if/when needed.
These benefits align well with the challenges facing midstream operators in today’s rich-gas, volume-uncertain and capital-sensitive market conditions.
Charles Laughter is vice president, engineering and operations for Joule Processing LLC. Sabrina Devone is a technical sales manager for Fluor Corp.
Recommended Reading
Texas LNG Export Plant Signs Additional Offtake Deal With EQT
2024-04-23 - Glenfarne Group LLC's proposed Texas LNG export plant in Brownsville has signed an additional tolling agreement with EQT Corp. to provide natural gas liquefaction services of an additional 1.5 mtpa over 20 years.

US Refiners to Face Tighter Heavy Spreads this Summer TPH
2024-04-22 - Tudor, Pickering, Holt and Co. (TPH) expects fairly tight heavy crude discounts in the U.S. this summer and beyond owing to lower imports of Canadian, Mexican and Venezuelan crudes.

What's Affecting Oil Prices This Week? (April 22, 2024)
2024-04-22 - Stratas Advisors predict that despite geopolitical tensions, the oil supply will not be disrupted, even with the U.S. House of Representatives inserting sanctions on Iran’s oil exports.

Association: Monthly Texas Upstream Jobs Show Most Growth in Decade
2024-04-22 - Since the COVID-19 pandemic, the oil and gas industry has added 39,500 upstream jobs in Texas, with take home pay averaging $124,000 in 2023.

What's Affecting Oil Prices This Week? (Feb. 5, 2024)
2024-02-05 - Stratas Advisors says the U.S.’ response (so far) to the recent attack on U.S. troops has been measured without direct confrontation of Iran, which reduces the possibility of oil flows being disrupted.