If oil and gas drilling is difficult, it’s even more challenging to work under the life-and-death conditions encountered while trying to rescue 33 Chilean miners trapped 631 m (2,070 ft) below the surface.
Center Rock was launched into the global spotlight during the rescue in 2010, when the company played a pivotal role in the rescue. Company members traveled and worked side by side with the rescuers in Chile until everyone was brought to the surface using engineered products, including a 12-in. downhole hammer, a 5-in. by 12-in. hole-opener bit, a 28-in. by 12-in. low-profile hole-opener canister drill and a 26-in. by 12-in. low-profile hole-opener canister drill. The 5.5-in. pilot hole from surface to roof was used to guide the 12-in. hole-opener bit. Then the hole was reamed to 28 in. to a depth of 457 m (1,500 ft) and finished with a 26-in. hole opener to total depth.
But additional tools have more day-to-day uses.
Spiral-faced bit
It is easier to chip a piece of rock from a flat rock surface than a cratered or dimpled rock surface. A flat or near-flat surface provides more area for fracture planes or stress cracks to generate a rock chip. And, until the spiral-faced bit was invented, all downhole hammer bits had inserts placed on concentric rows, creating an axisymmetric trough from which chips are broken. This is not the most efficient way to break rock. The spiral-faced bit addresses this limitation by placing inserts along a spiral pattern to eliminate the axisymmetric pattern, creating a trough-less near-flat rock surface.

PCCV
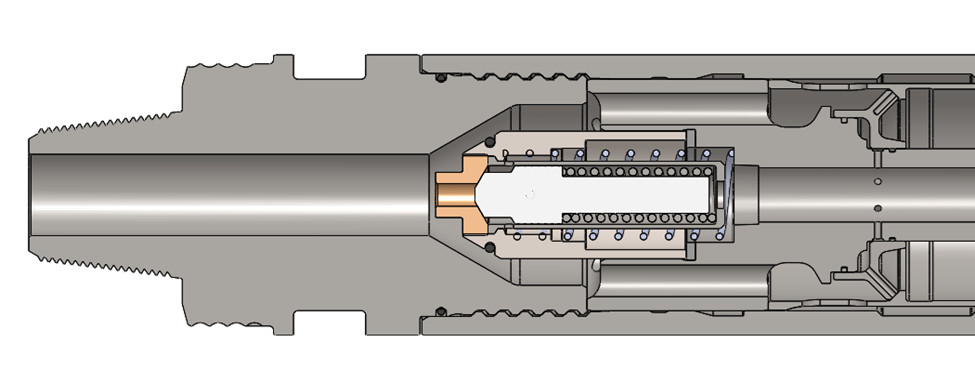
Prior to drilling, downhole hammers are set up for specific anticipated borehole conditions using an adjustable choke. The choke allows the hammer to consume more air than the hammer cycle requires to effectively operate. In most cases, the bypass is set up to allow the air flow needed to clean the hole under the limit of a maximum desired standpipe pressure. The volume of air bypass is typically correlated with the expected volume of influx water. Therefore, if a hole will be wet, the bypass is opened. Conversely, if a hole will be dry and there is no added annulus backpressure created from water influx, the tool will normally be set up to bypass no air.
Drilling dry is commonly called “dusting,” and drilling wet is commonly called “misting.” A downhole hammer will operate the most efficiently without bypass, whereby all the air can be used to generate hammer power. The dilemma arises when an operator is uncertain if the hole will remain dry. If there is any risk that water will be encountered over the course of drilling, the hammer will be set up to handle wet conditions. In doing so, hammer performance for the dry section will now be highly compromised.
For example, if 90% of the hole is dry and only 10% is wet, the requirement for a “wet” hammer setup compromises drilling speed over 90% of the hole. Conversely, if the hammer was set up for dry dusting conditions (no bypass) and water was encountered, its likely standpipe pressure would rise to an unacceptable level since more pressure is needed to compensate for a higher annulus pressure.
Center Rock has released the Pressure Control Check Valve (PCCV) to address this issue. This valve allows the hammer setup to be optimized for dry drilling while also allowing air bypass to be opened as downhole pressure builds. The PCCV opening pressure and opening flow can be adjusted for desired conditions. Therefore, with the PCCV there is no loss in performance due to bypassing air in dry conditions and no risk of excessive standpipe pressure if water is encountered. The PCCV gives operators the ability to maximize productivity from spud to total depth.
Thread-locking system
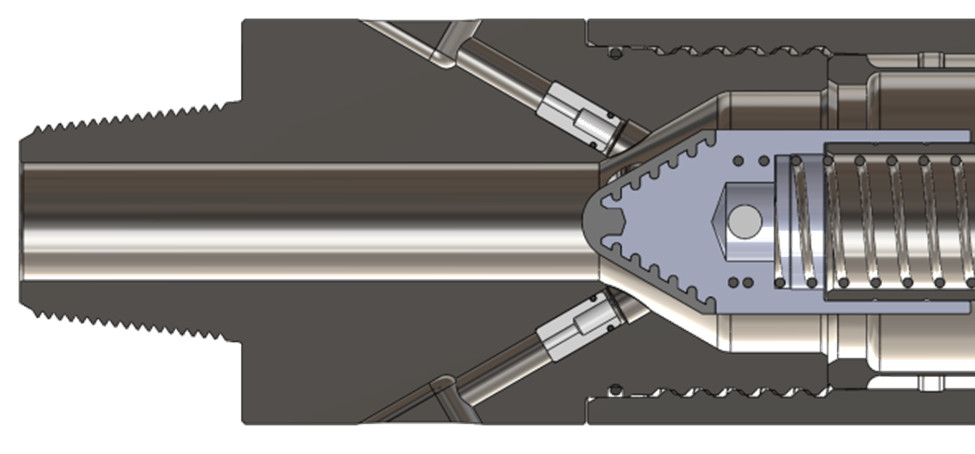
The threaded joints that hold the backhead and chuck to the hammer casing are usually torqued sufficiently so that under normal drilling conditions they will not loosen. However, normal drilling conditions are not always the norm. In many cases, if the hammer is not being rotated with sufficient torque, typically when there is low weight on bit, the joints might loosen, allowing the hammer to come apart downhole.
Center Rock’s thread-locking system addresses this risk by integrating a nonferrous shear ring into the backhead and chuck connections, ensuring that the threads do not loosen during normal drilling operations. The locking ring is sheared off during hammer servicing with a breakout torque of roughly 30,000 ft-lb. This safety feature ensures that the threads loosen only when desired, not when the tool is downhole.

Jetted backhead
Most downhole drills bypass air using a choke, where excess air is run in parallel with the piston porting through the central hammer exhaust gallery. With this setup both the air consumed by the hammer and the bypass air share the same exhaust passage. While this is a simple arrangement, it creates backpressure on the piston exhaust ports and reduces hammer power. As more air is bypassed, the backpressure increases, which is analogous to restricting the exhaust pipe on an internal combustion engine.
This problem has been solved with the jetted backhead. The jetted backhead bypasses excess air out of the backhead behind the downhole drill and directly into the annulus of the borehole. This component ensures the appropriate air volume for hole cleaning without developing additional power-robbing backpressure on the hammer. Additionally, not only has the backpressure issue been addressed, but customers also benefit from reduced wear on external hammer components due to less exhaust air at the bit face and lower uphole velocity of rock cuttings.
Recommended Reading

E&P Highlights: Feb. 26, 2024
2024-02-26 - Here’s a roundup of the latest E&P headlines, including interest in some projects changing hands and new contract awards.

The OGInterview: How do Woodside's Growth Projects Fit into its Portfolio?
2024-04-01 - Woodside Energy CEO Meg O'Neill discusses the company's current growth projects across the globe and the impact they will have on the company's future with Hart Energy's Pietro Pitts.

Deepwater Roundup 2024: Offshore Australasia, Surrounding Areas
2024-04-09 - Projects in Australia and Asia are progressing in part two of Hart Energy's 2024 Deepwater Roundup. Deepwater projects in Vietnam and Australia look to yield high reserves, while a project offshore Malaysia looks to will be developed by an solar panel powered FPSO.

Deepwater Roundup 2024: Offshore Africa
2024-04-02 - Offshore Africa, new projects are progressing, with a number of high-reserve offshore developments being planned in countries not typically known for deepwater activity, such as Phase 2 of the Baleine project on the Ivory Coast.
Galp Seeks to Sell Stake in Namibia Oilfield After Discovery, Sources Say
2024-04-22 - Portuguese oil company Galp Energia has launched the sale of half of its stake in an exploration block offshore Namibia.