
ConocoPhillips’ current major focus areas for the Lower 48 include the Eagle Ford, Bakken (pictured) and Permian trends. (Source: ConocoPhillips Co.)
[Editor's note: This article originally appeared in the February 2020 issue of E&P magazine. Subscribe to the magazine here.]
With multilateral technology, operators can construct multiple horizontal wellbores that branch out from a single main wellbore, allowing them to confidently reenter existing wells to add laterals that increase reserves while also minimizing investment. While multilateral technology is commonly used in conventional offshore environments, this article will discuss a pilot well project in a major U.S. shale play that represented one of the first attempts to measure how multilateral wells could deliver the same drilling and well cost efficiencies in complex and challenging unconventional fields.
Multilateral wells have not yet been widely adopted for unconventionals, but they have actually been used in the oil and gas industry for decades, with the first recorded multilateral well dating back to 1953. Unconventional wells need to be quickly and economically brought to production, with short project cycle times and relatively quick returns on investment. The pilot project’s aim was to determine if multilateral technology could be costeffective in an unconventional environment. For each phase of the project, multilateral technology efficiencies and shortcomings were recorded and compared to current U.S. shale play metrics.
Multilateral design methodology
Drilling the multilateral pilot well required modifications to the operator’s typical design methodology. Traditional wells in the basin employed the plug-and-perforation (PNP) method for stimulation— running frac plugs and wireline guns to depth to isolate and perforate the casing for each stage (a possibly huge task, as wells can have up to 60 stages in a single lateral). This completion practice required full casing drift access to each lateral to allow the passage of wireline tools and 10,000-psi pressure ratings to stimulate the well. The lateral trajectories were landed in the same reservoir horizon to mimic common well spacing used in the basin. To best compare production, the pilot well was designed to flow each lateral independently and then to commingle their output at peak production.
A monobore design was used for well construction. The surface casing was run deep enough to protect the local aquifers. This was followed by an openhole section that was drilled from the surface to the planned total depth (TD). Once the open hole was drilled, 5½-in. casing was installed from the surface to TD and then cemented in place.
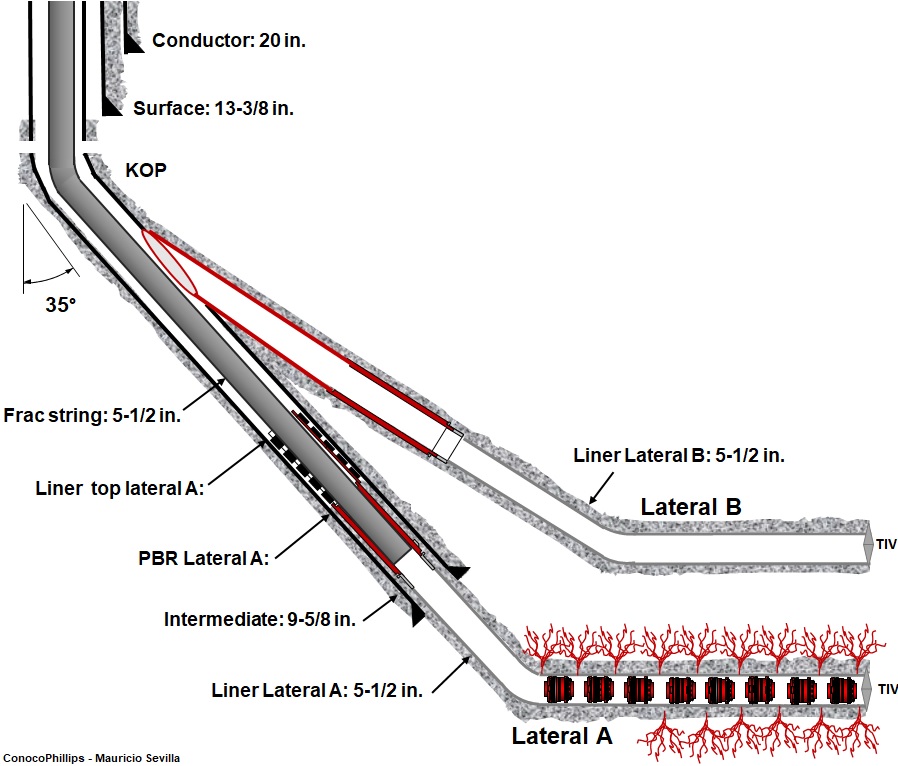
The multilateral well required altering the design to accommodate building the downhole junction—a fork in the wellbore trajectory that allowed two laterals (Lateral A and Lateral B) to be branched apart from the main bore. An intermediate string was necessary to accommodate this junction. This changed the wellbore from a monobore design to a three-string casing design consisting of surface, intermediate and production casing. A window was milled in the intermediate casing for the second horizontal leg. A frac string was run into each lateral during stimulation to protect the junction from fracture pressures.
Junction selection
Unconventional multilaterals would typically be technology advancement of multilaterals (TAML) Level 2, Level 3 or Level 4 junctions. Employing temporary isolation (using the frac string for stimulation) emulated a Level 5 multilateral completion system to allow selective fracturing of each lateral. In a Level 2 multilateral well, the main wellbore is cased and cemented, while the lateral is an open hole or drop-off liner without connection to the junction. Level 3 junctions begin as Level 2 junctions with the main bore cased and cemented. The lateral liner is mechanically anchored to the main bore, but the junction is not hydraulically sealed. Level 4 junctions provide mechanical and limited hydraulic integrity by cementing the lateral liner, which is ideal for applications where liquid and/or solids production can be isolated using cement. Once the lateral liner is cemented, the lateral remnant inside the main bore is removed via a washover assembly.
In the pilot well, there were concerns about leaving an openhole section outside the window as per a Level 2 well scenario, where the formation could have collapsed and thus prevented the frac string from landing inside the polished bore receptacle (PBR). This concern and key advantages of TAML Level 4 junctions led to the pilot project being designed as a stacked TAML Level 4 dual-lateral well.
For this well, the two laterals were to be drilled to the targeted depth, with each lateral being independently stimulated and flow tested. A dual-lateral TAML Level 4 junction was created to enable hydraulic fracture stimulation of each lateral. The TAML Level 4 (fully cemented) junction was mechanically and hydraulically isolated during the stimulation of both laterals. The production of both laterals would ultimately be commingled to determine the full potential of this multilateral well.
Installation
Latch coupling anchored the multilateral equipment, offering consistent depth and orientation control with a full inside diameter (ID) through the main bore. Precise window geometry was also critical when deploying and recovering tools through the opening since poorly defined geometry would risk damaging seals when they were dragged through the window. The pilot well was designed to deliver consistent and repeatable “connect” and “disconnect” capabilities from any lateral liner.
Three latch couplings were installed in the 95⁄8-in. casing string to provide a fixed platform to anchor the multilateral tools downhole. The latch coupling maintained casing pressure integrity, along with full casing ID. The lower latch coupling created the desired casing window, while the other two latch couplings provided the operator with a backup unit and the opportunity to upgrade the dual-lateral well to a trilateral well. Once the 95⁄8-in. casing was cemented in place, the latch-cleaning bottomhole assembly (BHA) was run in hole with a 6¾-in. MWD assembly. Each latch coupling was surveyed, recording depths and orientations.
The operation included a washover of the transition joint and subsequent retrieval of the whipstock. The transition joint, which was attached to the liner below, conveyed the string using drillpipe. The upper lateral was completed using the same type and size of liner and PBR as in the lower laterals, allowing the same type of frac string, plugs and guns to be used.
Completion design
The completion strategy was to keep as many variables the same as in standard basin operating procedures, and this goal was achieved because of the full-ID nature of the Level 4 junction. The completion was designed to enable each lateral to flow independently for a specified time period and then to use sliding side doors in the tubing string for each lateral to ultimately commingle the laterals’ output at peak production levels.
A dual-pass window mill system was used to ensure success on the pilot well. Immediate evolution of the application to a single-pass window milling system was possible, and the first window pass was completed using a track-guided milling tool that eliminated the roll-off associated with conventionally milled windows. The assembly was aligned on the surface to mill the window downhole at 15-degree right from the well’s high side. A roll-off free window was successfully milled, and the assembly was recovered to surface. A dedicated cleanup trip was not necessary because the minimal amount of metal swarf recovered on the surface from downhole magnets and ditch magnets indicated sufficient cleanup.
The drilling whipstock was run on a shearable milling assembly. A 6¾-in. MWD assembly was installed above the mills and activated before running the BHA through the upper and middle latch couplings. Once latched into the primary latch coupling, the MWD assembly confirmed the final landing orientation, and the bolt was sheared by slacking off 81,000 lb. The full 8½-in. gauge window was milled, including a short rat hole for the drilling assembly. After milling the rathole outside of the window, a trip out of the hole was necessary to pick up the steerable directional-drilling BHA. Using this BHA and MWD assembly was key to gain separation from the main cased wellbore. A 200-ft-long, 8½-in. openhole section was drilled before pulling out to pick up and run a rotary steerable system to drill Lateral B to TD. A formation integrity test was performed at the window area with results similar to the 95⁄8-in. shoe, providing confidence that these drilling operations would not encounter losses.
Both laterals were placed in the same formation and direction with 10,000-ft lateral sections and 100- acre spacing between the laterals. For the Lateral B liner installation, the lower liner assembly consisted of a 5½-in. shoe track with two toe sleeves to provide hydraulic access to the formation during the stimulation operation. The upper liner assembly comprised a transition joint, a PBR to accommodate the seal stinger on the frac string and 5½-in. casing. The liner assembly was run on drillpipe attached to the transition joint by means of a dedicated running tool. After running the liner assembly through the window and placing the transition joint across the whipstock for washover operations, the cementing operation was performed. Dedicated trips to clean out the cement inside both the main-bore casing and lateral liner also were performed. This is standard operation in Level 4 applications because the cement is pumped back into the main bore to ensure that the junction is cemented.
A washover assembly was run to cut off the portion of the transition joint protruding into the main bore and to recover the whipstock. The Level 4 junction was completed, and then the 5½-in. fracture string, with a seal assembly attached, was run and landed in the PBR. Pressure tests down the annulus and tubing were performed to verify seal integrity. In the completion phase, Lateral A and Lateral B were stimulated independently. Once these two laterals were both producing, their production was commingled and the well was ready for the stimulation phase.
Hydraulic fracturing
For this multilateral well, hydraulic fracturing was a new step. A fracture string with a seal assembly was stung into the PBRs in each lateral to stimulate each lateral during the intervention. This isolated the window area from fracture pressure and prevented leak-off of fracturing fluids. Low pressure was maintained on the fracture string annulus during fracturing operations to determine if there were any leak-off issues at the window junction. The seal assembly consisted of three seals across a 20-ft PBR. The order of the stimulation (Lateral A and then Lateral B) was specifically considered to evaluate the number of trips necessary to access the junction.
Lateral A was completed following standard basin operating procedures. The rig was released from the well with the fracture string installed in the PBR of Lateral A. Standard PNP operations stimulated the well, and the pressure was maintained on the backside of the fracture string to monitor junction integrity. The cemented junction was able to maintain pressure isolation during the entire stimulation treatment (Figure 1). Following the fracture treatment, coiled tubing (CT) milled out the fracturing plugs and cleaned the wellbore. A production packer with a temporary pressure barrier was installed to help maintain well control for future workover operations.
Each lateral was selectively accessed with a dedicated fracture string to isolate the junctions during the stimulation phase to maintain pressure integrity during stimulation. Depending on the type of junction created (uncemented or cemented), different techniques can be adopted. Further factors to consider when selecting a reentry technique include the type of completion, hole size, the vertical-to-lateral build rate and the need to isolate the junction hydraulically. Level 2 junctions offer a wider opening because the lateral liner is not attached to the window but is rather dropped in the lateral branch.
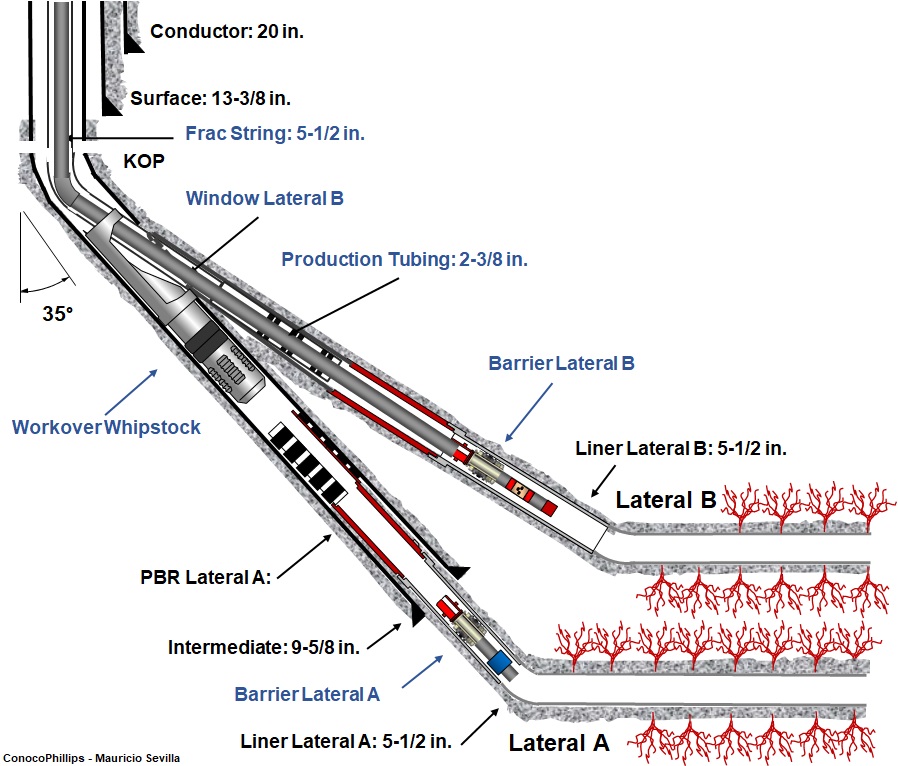
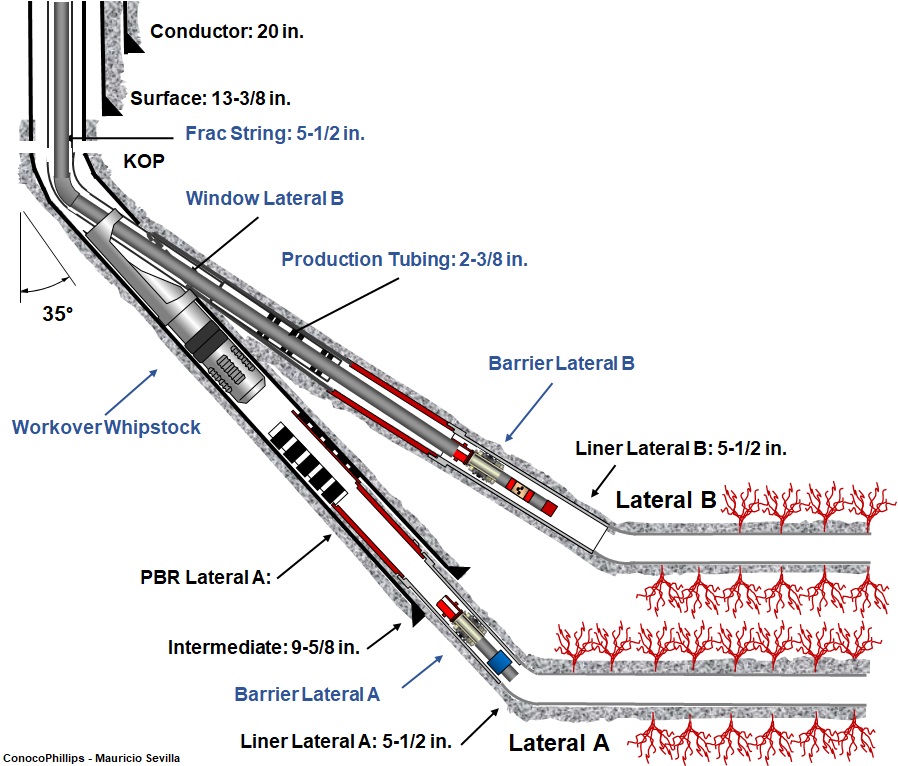
In a Level 4 cemented junction, the window opening is smaller because the liner is attached and cemented to the window, reducing the lateral access to the width/ID of the liner cut during the washover operation. It is important to plan for a reliable reentry method to guarantee lateral access without damaging the seal assembly. In this case, a workover whipstock was selected as the primary method to reenter the lateral with the fracture string. The 95⁄8-in. latch coupling, previously installed during the well construction phase, served as the anchoring platform, eliminating the need for running a dedicated anchor packer.
The fracture string was pulled from Lateral A to gain access to Lateral B, allowing a workover rig to install a workover whipstock and enabling the new fracture string to be installed in Lateral B (Figure 2). The workover whipstock was offset on the surface to the same orientation of the milling equipment and was run on drillpipe, using its dedicated hydraulic running tool. Following the workover whipstock installation, the Lateral B fracture string was run and installed. Because of the tight clearance between the seal assembly and window opening, multiple attempts with the need for additional weight were necessary to install the seal assembly into the PBR properly. Once on depth, a positive pressure test confirmed that the seal assembly was properly seated in the PBR. Lateral B stimulation was performed as planned, using PNP operations. Pressure was again maintained on the junction window during fracturing. This confirmed that the TAML Level 4 cemented junction could maintain junction integrity while stimulating the well. Following the fracturing operations, the same cleanout and well securing operations were performed.
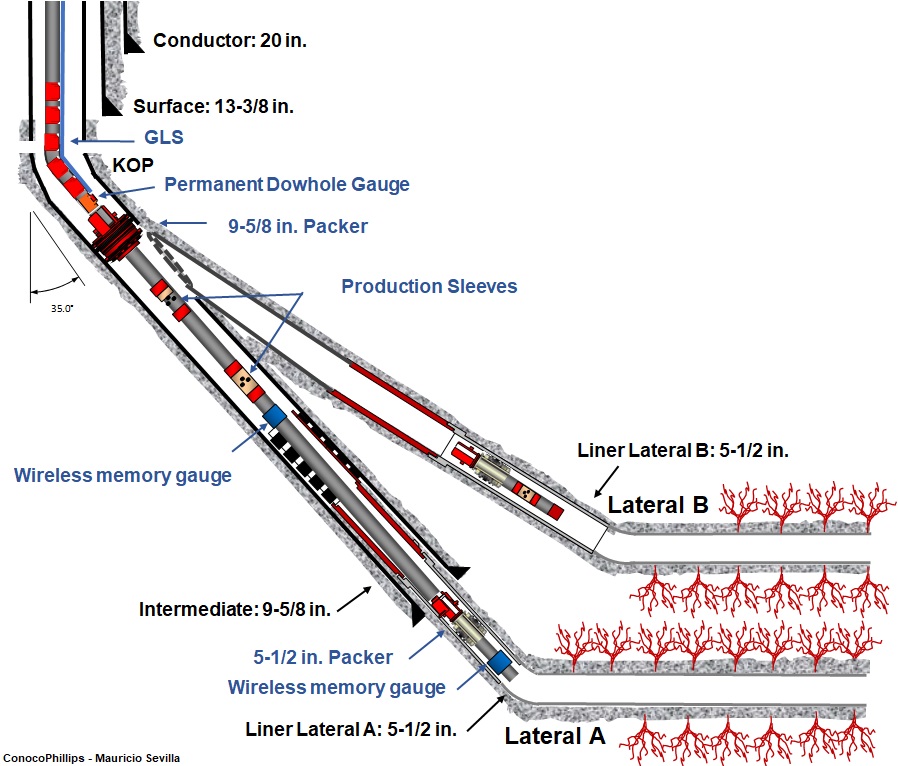
The production strategy was to isolate the laterals for individual flow and then to commingle the laterals to demonstrate well productivity compared to single-wellbore wells in the field. Individual flow tests were performed through tubing at similar true vertical depths (TVDs) to create production comparisons (Figure 3). After these tests on Lateral B and then Lateral A, the well was commingled at peak production (Figure 4).
Takeaways
This multilateral technology project proved that, even in unconventional fields, it is possible to reenter existing wells to add laterals that will increase reserves while also minimizing investment. The operator of this pilot well was able to drill two laterals to TD from the same wellhead, reduce the number of trips necessary to access each lateral during the stimulation phase, complete multistage hydraulic fracture stimulation of each lateral while maintaining hydraulic isolation across the multilateral junction and test each lateral before commingling production from both laterals through the same wellhead. The success of this unconventional pilot well illustrated that on multiwellhead pads, multilateral technology can drive cost-saving efficiencies on every step of the process, from zipper fracturing operations to CT and workover interventions.
Acknowledgment
This article is an abridged version of the URTeC-150-MS paper.
Read E&P's other "Drilling Innovations" cover stories from the February issue:
Hardware evolution moving rigs toward automation revelation
Innovation grows exponentially for downhole drilling tools
Drilling Innovations: Software Driving Hardware To New Levels Of Efficiency
Recommended Reading

BP Restructures, Reduces Executive Team to 10
2024-04-18 - BP said the organizational changes will reduce duplication and reporting line complexity.

Matador Resources Announces Quarterly Cash Dividend
2024-04-18 - Matador Resources’ dividend is payable on June 7 to shareholders of record by May 17.

EQT Declares Quarterly Dividend
2024-04-18 - EQT Corp.’s dividend is payable June 1 to shareholders of record by May 8.
Daniel Berenbaum Joins Bloom Energy as CFO
2024-04-17 - Berenbaum succeeds CFO Greg Cameron, who is staying with Bloom until mid-May to facilitate the transition.

Equinor Releases Overview of Share Buyback Program
2024-04-17 - Equinor said the maximum shares to be repurchased is 16.8 million, of which up to 7.4 million shares can be acquired until May 15 and up to 9.4 million shares until Jan. 15, 2025 — the program’s end date.